����ǰ��λ�ã���ҳ>��������>�����������Զ�������ϵͳ�������ʵ��
�����������Զ�������ϵͳ�������ʵ��
���ݼ��
 ��ƿ���
��ƿ�������������
���������Զ�������ϵͳ�������ʵ��
����
(��ұ�Ϸ����̼�������˾�����人430223)
ժҪ��Ϊ�˸��ƿ���ϵͳ������ߴ��������IJ�Ʒ����������Ч�������һ�ִ��������Զ�������ϵͳ�������˴��������ļ���ؼ���������Ž��衢��Ʒ��Һѹ����̬������ȴ��ˮ�Ͷ�̬��ѹ�¡���������ÿ���ϵͳ��ת���á�
�ؼ��ʣ���������������ȴ��̬������ס����
��ͼ����ţ�TF341.6
���ױ�ʶ��:A
���±��:1007-9416(2013)09-0152-02
Abstract:Aiming to improve the control system perfiormance, the product quality and productivity for a bloom caster, the modified control system was desigmed and implementedThe article discussed the main techniques of the bloom caster which inchsde EMS, the hydraulic mold vibration, second cooling water control and the softreduction. The application results show that the control system works well
Key Words:bloom caster; secondary cooling; dymamic control; optimal casting speed
1����
�����������ִ�ұ����ҵ��һ�ֹؼ������������ǽ�Һ���������һ���������ȴ��֧��װ�������ؽ�����һ��������״�������Ĺ��̡������ְ��еĸ�ˮע�뵽��Ʒ������ͨ���ڽ�Ʒ����ˮ��Ȼ���γ�С���������Ͱ廵��
���ֺϽ�ִ��������������Ƚ���������ʹ�ý�Ʒ��
������衢��Ʒ��Һѹ���Լ���̬������ˮ���Ƚ����գ� 2�Զ�������ϵͳ���巽��
L1��
PLC
PLC
������ PLC
L2��
PLC
ͼ1����ϵͳ�ṹ��ͼ
PLC
�����������Զ�������ϵͳ�Ŀ��Ʋ����ǽ������Զ�����(L1)���̿����Ż���(L2)���ϡ������Զ������Ĺ�������������ϵͳ�Ĵ��ԣ�����������ϵͳ�Ŀ�����ָ�ӣ����̿����Ż��������������̵ĸ���������ָ������Ż��������ϵͳ��ͼ��ͼ 1��ʾ��
�����Զ���������ɷ�Ϊ1�鹫��PLC��6������PLC(�����䶯̬��ˮ����ѹ��)��6�鲨ѹ��PLC��1�����Ⲩѹ��PLC��1̨L2 ��������4̨��ؼ�����Լ�������豸֮�佻���źŵ���̫����ͨ����Щ�豸�ﵽ��������ϵͳ��˳�������̣��Լ��ɼ����������е��źš��豸״̬�Ͳ����豸��
����Աʹ�ü����ͨ���˻��������������Ƹ���PLC�Ķ����� PLC����ִ�п����źţ������ֳ����豸���У����ؼ��������ɼ������ֳ���״̬�źţ��������ֳ��豸��״̬����������Ա��
�����Ż����ɷ�������ҵ��̫����ɣ�����Ҫ���豸����װ�ж�̬������ȴ��ˮ�Ͷ�̬��ѹ�µ����߿���ϵͳ�Ĺ��ػ������ǵĹ����Ǹ����PLC��ʵʱ�ɼ����ݣ�ͨ�����ݷ����������Ʋ��������Ż����(2)
�����Ż������ڻ����Զ������Ļ����ϵ��Ż�����ϵͳ��ͨ��
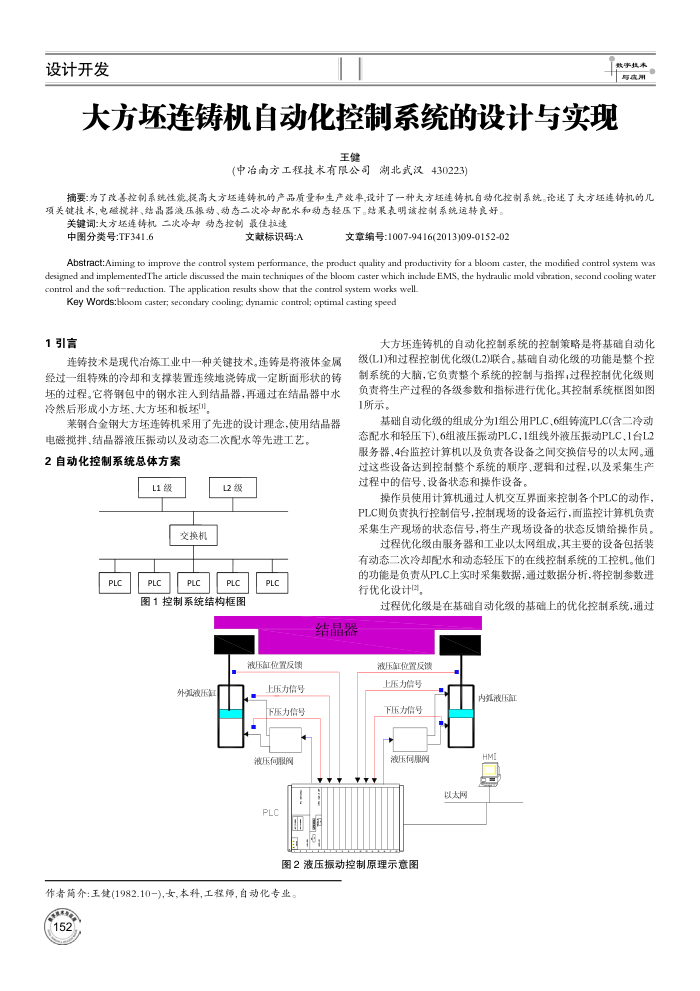
�ᾧ��
Һѹ��λ�÷���
�⻡Һѹ��
��ѹ���ź���ѹ���ź�
��ѹ����� PLC
Һѹ����λ�÷�����ѹ���ź�
��ЧҺѹ
��ѹ���ź�
Һѹͬ����
ͼ2Һѹ����ԭ��ʾ��ͼ
����飺����(1982.10-),Ů,����,����ʦ���Զ���רҵ
��̫��
HMI