基于PLC和组态王的木工三排钻床控制系统设计
内容简介
 数字执本与度用
数字执本与度用数控技术
基于 PLC 和组态王的木工三排钻床控制系统设计
王昆牟玉壮
(同济大学机械与能源工程学院上海201804)
摘要:为了提高木工三非钻床的自动化程度,本文通过分新三样钻床工作流程和要求,设计了本工三排钻床的控制系统,其中包括西门子S7-200PLC 程序编写和组态王界面设计。最后将设计的程序下载到PLC后,利用计算机运行组态王,通过改变各个输入得到相应的输出,证明了程序的正确性,
关键词:木工钻床PLC组态王中图分类号:F426.4
1概述
文献标识码:A
从2000年以来,我国木工机械行业呈现跨越式发展,木工机械行业GDP从世界第五增长到世界第二,但是总体上我国本工机械的数控化率非常低"。木工机床是家具制造业和木材加工业的基础,多排钻床作为本工机床的一部分,在木材打孔加工领域有不可替代的作用。其中三排钻床具有定位灵活、操作方便等优点,是板式家具生产中常见的钻孔设备问。本文以设计三排钻PLC和组态王控制系统为目的,提高三排钻床的自动化控制程度
PLC作为下位机在工挖领域具有广泛的应用,它具有可靠性高、编程简单、容易安装、扩展能力强、功耗小等优点以。本文采用小型模块化的西门子S7-200PLC对三排钻床运动进行控制。
在工业自动化领域,用户可以通过运行组态软件的PC机对自动化系统进行实时监控和操作。本文采用的是北京亚控科技开发的组态王软件,它具有功能完善、性能可靠、使用简单等优点,并且市
开始全初给化 +
钻排选择
手动自动?加工信号压版复位结束
香
自动化加工压板夫蔡
图1三排钻床工作流程图
表1S7-200PLC输入/输出地址分配表
输人地址 10.0 10.1 10.2 10.3 10.4 10.5 10.6 10.7 11.0 11.1 11.2
输入信号启动按钮停止按钮 B1钻排按钮 BI行程开关 C1钻排按钮 C1行程开关 C2钻排按钮 C2行程开关开始加工按钮手动/自动模式同步/异步模式
收移日期:2014-1015
输出地址 Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q1.0 Q1.1
输出信号 BI电机 BI气缸 C1电机 C1气缸 C2电机 C2气缸压板气缸工作灯
文章编号:1007-9416(2014)10-0011-01
场占有率较高:在国内外的工程项目中应用很多 2木工三排钻床控制系统设计总体要求
2.1三排钻床排钻组成
木工三排钻床包括B钻排单元和C钻排单元,其中B钻排单元用于水平方向的孔,C钻排用于加工板件重直方向孔。C钻排包括C1和 C2两排钻头:它们可以在X轴方向移动。
2.2三排钻床工作流程
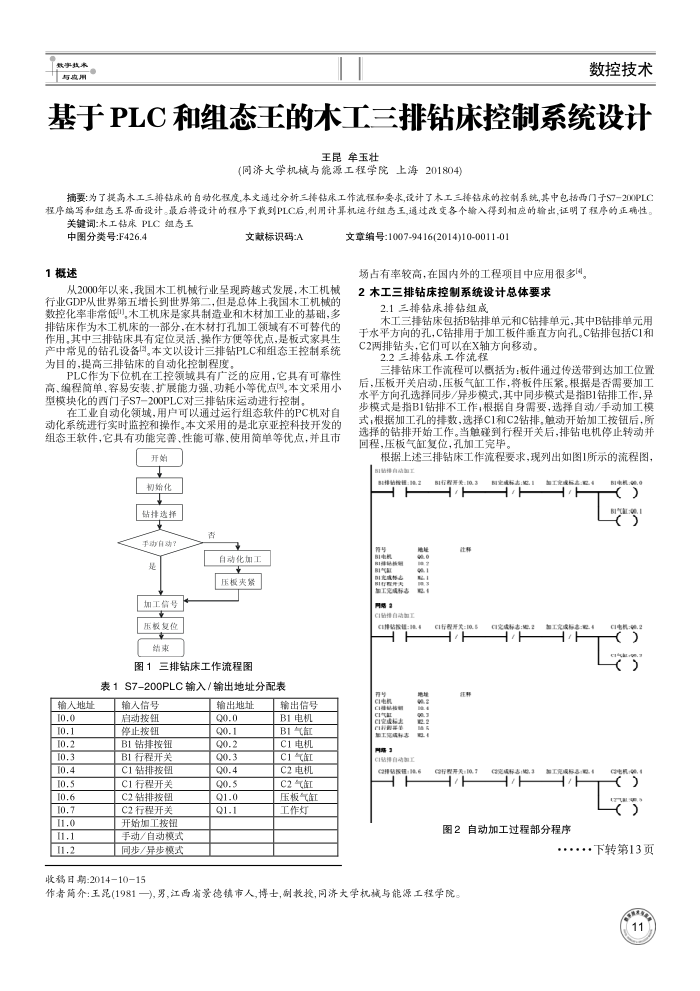
三排钻床工作流程可以概括为:板件通过传送带到达加工位置后,压板开关启动,压板气缸工作,将板件压紧。根据是否需要加工水平方间孔选择同步/异步模式,其中同步模式是指B1钻排工作,异步模式是指B1钻排不工作;根据自身需要,选择自动/手动加工模式,根据加工孔的排数,选择C1和C2钻排,触动开始加工按钮后,所选择的钻排开始工作。当单残到行程开关后,排钻电机停止转动并回程,压板气缸复位,孔加工完毕。
根据上述三排钻床工作流程要求,现列出如图1所示的流程图,
B排上排的控程:8.2
BI-CE 存护会加工究质标者
#o
用2
c维自动加上 C排sE:H.
得号
工限 C站排自动加工 Ca器5摄:.
B1器券关:10.3
此排往
2存型开美:10.2
B定成6表:E.1 成6.3
加LRht:E4
Hh
加R6&E1
E
图2自动加工过程部分程序
B1电机:08.0 PER TE
.・・下转第13页
作者简介:王昆(1981一),男,江西省景德镇市人,博士,副教投,同济大学机械与能源工程学院。