您当前的位置:首页>论文资料>基于PLC焊接摆动器控制系统的设计
内容简介
 数事本与率用
数事本与率用基于PLC焊接摆动器控制系统的设计
彭建军谢丽君
(无锡科技职业学院江苏无锡214028)
数控技术
摘要:随着婵接工作在各个行业的广泛使用,在烊接工作中针对于烊接过程之中烊枪据动的需来,设计了一套基于PLC的婵接摆动器控制系统,其对于焊接工作有着技住的提升,基于此,文章首先介绍了基于PLC焊接摇动器控制系统的组成进而分析基于PLC烊接据动器控制系统的工程过程,最后分析具体的基于PLC煤接摆动器控制系统的设计方式。
关键调:PLC烊接摆动器控制系统设计
文献标识码:A
中图分类号:TG435
随着焊接技术的不断发展,焊接工作的精细度不断提高,在焊接工作中对于焊接构建的焊接质量、进度以及速度相应的要求也越来越高,在焊枪的控制中主要是将传统的纯手动控制进化为率自动基至全自动的控制。
1基于PLC焊接摆动器控制系统的组成
1.1执行机构
执行机构的核心部件为型号为55BF009的四项式磁阻式步进电机一台,其核定电流为3A,其步距角为0.9/1.8。其主要功能是将脉冲信号转化为直线位移或者相应的角位移,简易面言即给以个脉冲的信号,电动机就相应的转动一个核定定角度或者向前一步。步进电动机其可在很大的一个范围之内依据脉冲频率的化来进行速度的调节,并且能够实现快速的启动,制动和反转。其在工作中不需要经过变换就可以直接把数字脉冲信号转换为相应的角度位移,十分适用于PLC的控制。
1.2显示及采用机构
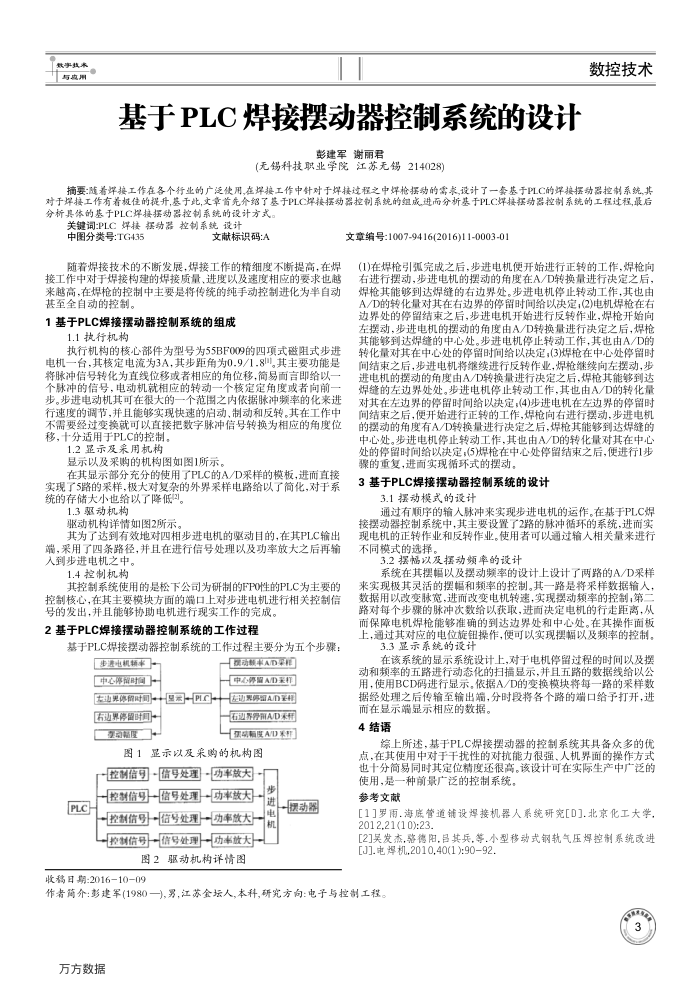
显示以及采购的机构图如图1所示。
在其显示部分充分的使用了PLC的A/D采样的模板,进而直接实现了5路的采样,极大对复杂的外界采样电路给以了简化,对于系统的存储大小也给以了降低(2)。
1.3驱动机构
驱动机构详情如图2所示
其为了达到有效地对四相步进电机的驱动目的,在其PLC输出端,采用了四条路径,并且在进行信号处理以及功率放大之后再输入到步进电机之中。
1.4控制机构
其控制系统使用的是松下公司为研制的FPO性的PLC为主要的控制核心,在其主要模块方面的端口上对步进电机进行相关控制信
号的发出,并且能够协助电机进行现实工作的完成。 2基于PLC焊接摆动器控制系统的工作过程
基于PLC焊接摆动器控制系统的工作过程主要分为五个步骤:
步进电机辆率中心停留时间
我动载车AD采用中停照AD米相
国通果体留时间国需-C
医动黑停超A/D
医边界停留时间要动制屋
五动界将用AD 蛋箱度AD米型】
图1显示以及采购的机构图控制信司-借号处理-功率放大
步
PLCH
控制信号信号处理动率数大
送通动器电
控制信号信号处理功率放大
机
控制信号信号处理功率放大
图2驱动机构详情图
收移日期:2016-10-09
文章编号:1007-9416(2016)11-0003-01
(1)在焊枪引弧完成之后,步进电机便开始进行正转的工作,焊枪向右进行摆动,步进电机的摆动的角度在A/D转换量进行决定之后,焊枪其能够到达焊缝的右边界处。步进电机停止转动工作,其也由 A/D的转化量对其在右边界的停留时闻给以决定,(2)电机焊枪在右边界处的停留结束之后,步进电机开始进行反转作业,焊枪开始向左摆动,步进电机的摆动的角度由A/D转换量进行决定之后,焊枪其能够到达焊缝的中心处。步进电机停止转动工作,其也由A/D的转化量对其在中心处的停留时间给以决定;(3)焊枪在中心处停留时间结束之后,步进电机将继续进行反转作业,焊枪继续向左摆动,步进电机的摆动的角度由A/D转换量进行决定之后,焊枪其能够到达焊缝的左边界处处。步进电机停止转动工作,其也由A/D的转化量对其在左边界的停留时闻给以决定,(4)步进电机在左边界的停留时间结束之后,便开始进行正转的工作,焊枪向右进行摆动,步进电机的摆动的角度有A/D转换量进行决定之后,焊枪其能够到达焊缝的中心处。步进电机停止转动工作,其也由A/D的转化量对其在中心处的停留时间给以决定,(5)焊枪在中心处停留结束之后,便进行1步操的重复,进面实现循环式的摆动。
3基于PLC焊接摆动器控制系统的设计
3.1摆动模式的设计
通过有顺序的输人脉冲来实现步进电机的运作。在基于PLC焊接摆动器控制系统中,其主要设置了2路的脉冲循环的系统,进而实现电机的正转作业和反转作业。使用者可以通过输人相关量来进行不同模式的选择。
3.2摆幅以及据动频率的设计
系统在其摆幅以及摆动频率的设计上设计了两路的A/D采样来实现极其灵活的摆幅和频率的控制。其一路是将采样数据输人,数据用以改变脉宽,进而改变电机转速,实现摆动频率的控制,第二路对每个步骤的脉冲次数给以获取,进面决定电机的行走距离,从而保障电机焊枪能够准确的到达边界处和中心处。在其操作面板上,通过其对应的电位旋钮操作,便可以实现摆幅以及频率的控制。
3.3显示系统的设计
在该系统的显示系统设计上,对于电机停留过程的时间以及摆动和频率的五路进行动态化的扫描显示,并且五路的数据线给以公用,使用BCD码进行显示。依据A/D的变换模块将每一路的采样数据经处理之后传输至输出端,分时段将各个路的端口给予打开,进
而在显示端显示相应的数据。 4结语
综上所述,基于PLC焊接摆动器的控制系统其具备众多的优点,在其使用中对于干扰性的对抗能力很强、人机界面的操作方式也十分简易同时其定位精度还很高。该设计可在实际生产中广泛的
使用,是一种前景广泛的控制系统,参考文献
[1]罗雨.海底管道铺设焊接机器人系统研究[D].北京化工大学, 2012.21(10):23.
[2]吴发杰,骆德阳,吕其兵,等.小型移动式钢轨气压焊控制系统改进[J].电焊机.2010,40(1):9092
作者简介:彭建军(1980一),男,江苏金坛人,本科,研究方向:电子与控制工程方方数据
上一章:电气自动化控制设备可靠性研究
下一章:变电站自动化系统通信结构及规约的研究