您当前的位置:首页>论文资料>RH精炼炉上料投料自动控制系统改造
内容简介
 数控技术
数控技术RH精炼炉上料投料自动控制系统改造
数事执本每成用
朱佳1,2杨友良1
(1.河北联合大学电气工程学院河北唐山063000;2.河北钢铁集团唐钢徽微尔自动化有限公司河北唐山063000)
摘要:RH具空精炼技水是提高产品质量、降低成本、扩大品种、优化炼钢工艺的重要技水措施。本文评详辑介绍了改造后PLC自动控制在唐钢 RH精炼炉上料投料系统中的工艺流程、系统硬件配置以及主要控制功能以达到实现IF钢的批量冶炼,改善脱碳效果、缩短冶炼周期的日的。生产实践证明,该自动控制技水性能稳定、安全可靠、配置先进、精度高,达到了国际先进水平。
关键词:RH控制系统PLC
中图分类号:TP273
文献标识码:A
文章编号:1007-9416(2014)08-0006-01
目前唐钢中低牌号的无取向硅钢已经在薄板坏连铸机上实现炉次连浇,随着连浇炉数的提高和硅钢档次的提升,对RH高位料仓的储料量及一次性投料量提出了更高的要求,针对上料,投料系统目前存在的问题,为满足新增钢种的精炼,需要对高位料仓及称量和投料系统进行扩容,高位料仓东西两侧将各增设2个 15m"的料仓,提高硅铁储料量;在现有5个称量料斗东西两侧各增加一个量程为4m的称量料斗,用于配套新增加的4个高位料仓,硅铁不经梭式皮带机直接排放到真空斗里,以达到提高硅钢、IF 钢的生产节奏,实现IF钢的批量冶炼,改善脱碳效果、缩短冶炼周期的目的。
1工艺流程简介
合金上料系统设置在真空料斗之前,用于储存和称量RH真空脱气装置在生产过程中所需的合金物料,并将称量好的合金物料输送至真空料斗或返回料滴槽内。在生产中,首先通过卸矿小车按合金料的种类将合金料分别存储在1-20号合金料仓中,21-24号是专门的硅铁料仓。真空处理中需要添加合金料时,开启指定料仓下的振动给料器将合金料放至称量料斗中,称量料科斗共7个,1-5号称量斗对应1-20号仓,每个称量料斗对应4个合金料仓,21-24号仓对应 6-7号称量斗,每个称量料斗对应2个硅铁仓。称量料斗完成称量后,打开称量料斗下部的闸板阀并开启振动给料器,将合金料通过梭式皮带机下料到真空料斗,最终到真空槽精炼钢包车。硅铁仓称量斗
的料不经过梭式皮带机直接到真空料斗里。 2系统硬件构成
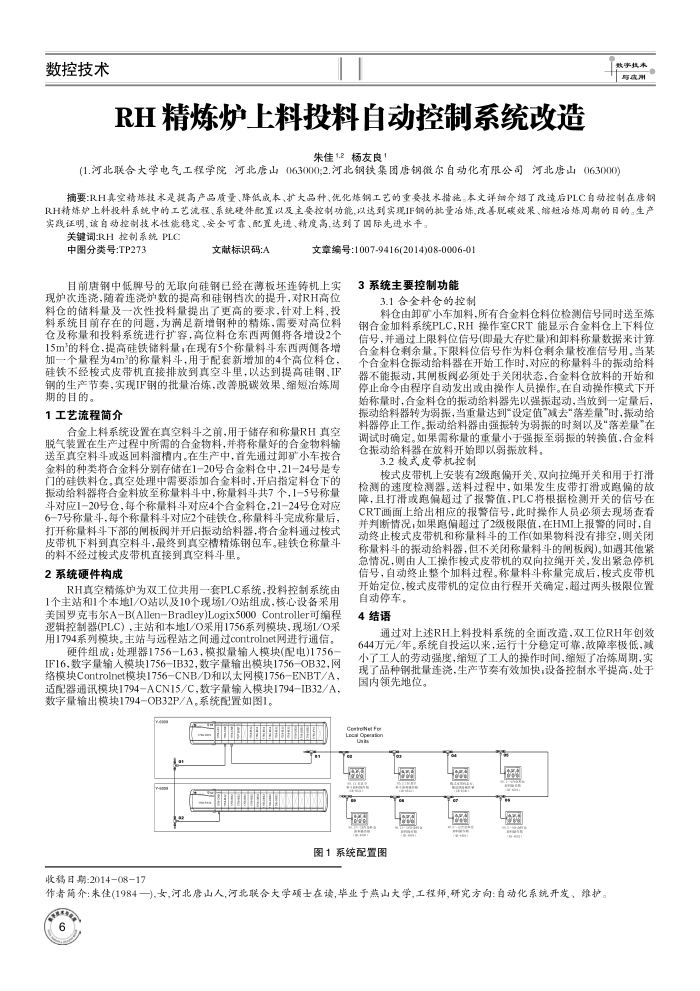
RH真空精炼炉为双工位共用一套PLC系统,投料控制系统由 1个主站和1个本地I/O站以及10个现场I/0站组成,核心设备采用美国罗克韦尔A-B(Allen-Bradley)Logix5000Controller可编程逻辑控制器(PLC),主站和本地I/O采用1756系列模块,现场L/O采用1794系列模块。主站与远程站之间通过controlnet网进行通信。
硬件组成:处理器1756-L63,模拟量输人模块(配电)1756-IF16,数字量输人模块1756-IB32,数字量输出模块1756-OB32,网络模块Controlnet模块1756-CNB/D和以太网模1756-ENBT/A 适配器通讯模块1794-ACN15/C,数字量输人模块1794-IB32/A,数字量输出模块1794-OB32P/A。系统配置如图1。
3系统主要控制功能
3.1合金料仓的控制
料仓由卸矿小车如料,所有合金料仓料位检测信号同时送至炼
钢合金加料系统PLC,RH操作室CRT能显示合金料仓上下料位信号,并通过上限料位信号(即最大存忙量和卸料称量数据来计算合金料仓剩余量下限料位信号作为料仓剩余量校准信号用,当某个合金料仓振动给料器在开始工作时,对应的称量料斗的振动给料器不能振动,其间板必须处于关闭状态,合金料仓放料的开始和停止命令由程序自动发出或由操作人员操作。在自动操作模式下开始称量时,合金料仓的振动给料器先以强振起动,当放到一定量后,振动给料器转为弱振,当重量达到"设定值"减去“落差量"时,振动给料器停止工作。振动给料器由强振转为弱振的时刻以及“落差量"在调试时确定。如果需称量的重量小于强振至弱振的转换值,合金料仓振动给料器在放料开始即以弱振放料。
3.2梭式皮带机控制
梭式皮带机上安装有2级跑偏开关,双向拉绳开关和用于打滑检测的速度检测器。送料过程中,如果发生皮带打滑或胞偏的故障,且打滑或跑偏超过了报警值,PLC将根据检测开关的信号在 CRT画面上给出相应的报警信号,此时操作人员必须去现场查看并判断情况,如果跑偏超过了2级极限值,在HMI上报警的同时,自动终止梭式皮带机和称量料斗的工作(如果物料没有排空,则关闭称量料斗的报动给料器,但不关闭称量料斗的闸板阀)。如遇其他紧急情况,则由人工操作梭式皮带机的双向拉绳开关,发出紧急停机信号,自动终止整个加料过程。称量料斗称量完成后,梭式皮带机开始定位,梭式皮带机的定位由行程开关确定,超过两头极限位置
自动停车。 4结语
通过对上述RH上料投料系统的全面改造,双工位RH年创效 644万元/年。系统自投运以来,运行十分稳定可靠,故障率极低,减小了工人的劳动强度,缩短了工人的操作时间,缩短了冶炼周期,实现了品种钢批量连浇,生产节奏有效加快,设备控制水平提高,处于国内领先地位。
a
图1系统配置图
收移日期:2014-08-17
作者简介:未佳(1984一),女,河北唐山人,河北联合大学颐士在读,毕业于燕山大学工程师,研究方向:自动化系统开发、维护
上一章:计算机技术在办公自动化中的应用浅析
下一章:基于PLC控制产线机器人系统设计与研究