您当前的位置:首页>论文资料>原料上料系统自动化控制的改造实施
内容简介
 电气控制
电气控制中图分类号:TQ172.6
邹六省:原料上料系统自动化控制的改造实施
文献标志码:A文章编号:10070389(2016)056004[DO1)10.13697/j.cnki.321449/tu.2016.05.026
原料上料系统自动化控制的改造实施
邹六省(天津市博业自控技术有限公司,天津300384)
摘要:某水泥厂建厂时,在原料上料系统流程上采用了传统的机旁手动操作方式。几年来,手动操作控制逐渐显露出很多弊端,于是将手动按组启停控制更换为机优先的自动控制方式。详细介绍了自动控制方式的实施方案和控制原理,系统改速后,画面友好、操作简单、控制灵活,改造效果良好。
关键词:原料;上料系统;自动化控制;手动;控制柜;联锁控制:上位机;下位机 Alteration actualization of auto control for raw material feeding system
Zou Liusheng(Tianjing Boye Autocontrol Technology Co.,Lid., Tianjing, 300384)
Abstract: A cement plant adopted traditional manual operation system in the raw material feeding system when it was built. And in re-cent years, the manual operation mode gradualy revealed many shortcomings, so they replaced it with the machinepriority automatic control mode. The implementation scheme and control principle of the automatic control method are introduced in detail. After the sys-tem is reformed, the picture is friendly, the operation is simple, the control is flexible, and the reconstruction effect is good.
Key words: raw material: feeding sytem; automatic control mode; manual; control eabinet; interlock control; upper computer; lower ma-chine
0前言
某水泥厂建厂时,考虑到原料上料系统设备不多,比较简单,再加上资金成本的影响,在流程上采用了传统的机旁手动操作方式。几年来,资金成本已稳步回笼,手动操作控制也逐渐显露出很多弊端。于是公司决定将纯手动的按钮启停控制方式更换为机旁优先的自动控制方式,同时要求人机界面更加傻瓜化,操作控制更加灵活化,维护检修更加方便化,技术培训更加简单化,系统功能更加丰富化。
1现场弊端
(1)设备控制柜安装环境恶劣,现场扬尘严重,元件易老化损坏,造成设备不能正常运转,特别是除尘器的故障,现场环境更加恶化,形成恶性循环。
(2)设备控制柜使用大量中间继电器和指示灯,实现运行、故障多种开关量信号的控制和监测,造成柜内布线纷繁复杂,故障点增多,维护成本相应增加。
(3)现场设备点分散,控制柜安装在不同位置,距离较远,开停车时,岗位人员要按连锁顺序逐一启停设备,往返途中浪费时间。
(4)各种物料在上料时往往使用公用皮带,但上料组之间没有互锁,现场经常因误操作造成混仓。
(5)1号除尘器只作用上煤板喂和矾土板喂,2 号除尘器只作用砂岩板喂和矿渣板喂,而1号上料皮带作为4台板喂的公用下游设备,无论哪一台板
09 万方数据
喂工作,都会同时连锁控制2台除尘器同时运行,这样就会浪费1台除尘器的电能。
(6)控制回路的电源为微断开关,微断开关在短路情况下断开的速度要比熔断器慢。
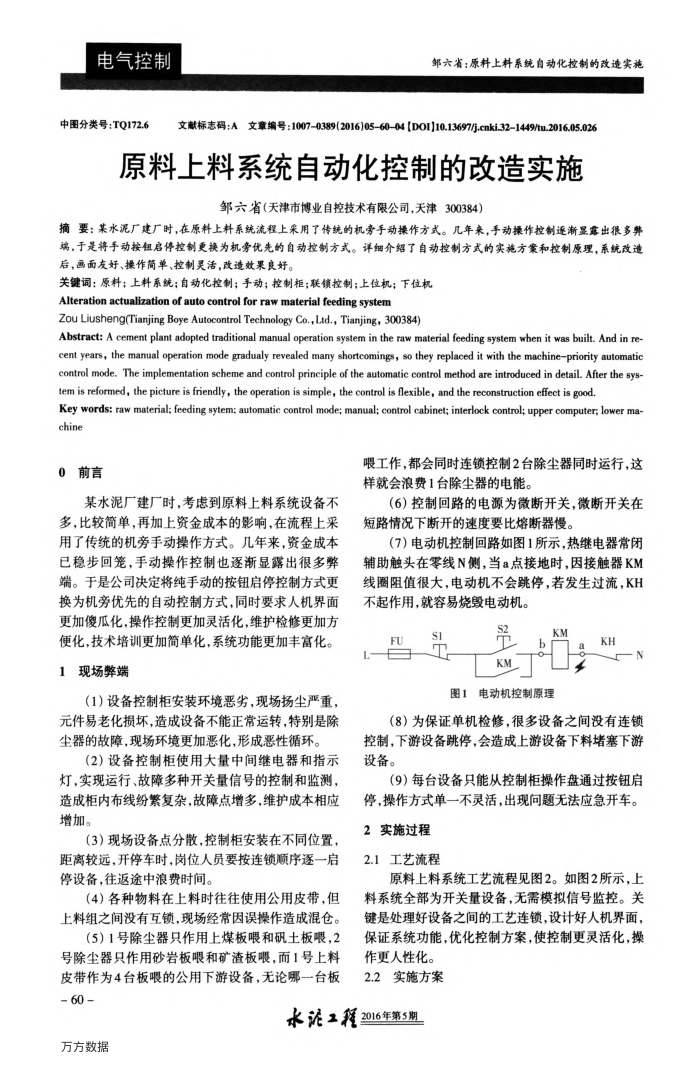
(7)电动机控制回路如图1所示,热继电器常闭辅助触头在零线N侧,当a点接地时,因接触器KM 线圈阻值很大,电动机不会跳停,若发生过流,KH 不起作用,就容易烧毁电动机。
SI
FU LT
KM
KM b
图1电动机控制原理
KH
7
(8)为保证单机检修,很多设备之间没有连锁控制,下游设备跳停,会造成上游设备下料堵寒下游设备。
(9)每台设备只能从控制柜操作盘通过按钮启停,操作方式单一不灵活,出现间题无法应急开车。
2实施过程 2.1工艺流程
原料上料系统工艺流程见图2。如图2所示,上
料系统全部为开关量设备,无需模拟信号监控。关键是处理好设备之间的工艺连锁,设计好人机界面,保证系统功能,优化控制方案,使控制更灵活化,操
作更人性化。 2.2实施方案
水泥工程2016年第5期
上一章:胶带斗式提升机的头轮改造
下一章:焦山石灰岩矿降低爆破震动效应的技术措施