您当前的位置:首页>论文资料>高速线材飞剪的自动化控制
内容简介
 数字热本与变用
数字热本与变用高速线材飞剪的自动化控制
宁胜
(宣钢集团检修公司河北宣化075100)
数控技术
摘要:飞剪是高速线材生产中的关键性设备,采用数字直流传动系规和数字位置自动控制系统完成飞剪对轧件的自动剪切,通过计算机的输入,输出信号实现飞剪的启动停止、飞剪速度的建立、剪切长度的控制以及飞剪运行状态的变换,
关键调:高速线材飞剪直流传动T400
中图分类号:TP29
文献标识码:A
文编号:1007-9416(201308-0013-0)
在高速线材的生产工艺中,为了保证产品质量和避免在轧制中钢坏头尾出现"开裂"而成堆钢,在其生产线中布置了数台飞剪,对轧制中的钢坏的头尾进行剪切,另外当飞剪的后续设备出现故障或堆钢,生产无法正常进行时,也需要启动飞剪对正在轧制中的钢坏进行连续碎断,以确保生产的安全性,同时可以减少在生产线上度钢的堆
积数量,便于操作工处理,这对提高生产效率是非常有帮助的。 1飞剪的剪切控制
1.1手动切头(尾)
在异常或紧急情况下操作人员可进行手动切头(尾)操作。 1.2自动切头(尾)
当热金属检测器检测到轧件头部(尾部),PLC根据在剪切画面中设定的切头(尾)长度、超前系数、前一架轧机轧制速度和脉冲编码器脉冲数,计算飞剪切头(尾)启动时刻(程序可根据操作台“码盘/延时启动"转换开关来调用相应的程序控制启动时刻)。控制切头的程序有两种:
第一种,延时时间控制自动切头程序:
当热金属检测器检测到轧件头部,PLC自动计算切头延时时间(T),公式如下:
T=(S+L)/VT1
热金属检测器与剪刃中心线的距离
式中:S-
L一一切头长度
一上一轧机实际线速度(计算机系统自动给出) V
T1一一飞剪从零位启动到剪切角的时间(PLC计算得出) 第二种,脉冲启动控制自动切头程序:
当热金属检测器检测到轧件头部,PLC自动计算切头启动脉冲数(M),公式如下:
M=M1+M2M3
式中:M1-
热金属检测器与剪刃中心线的距离对应的脉冲数一切头长度对应的脉冲数
M2-M3
一一飞剪从零位启动到剪切角对应的脉冲数(PLC计算得出。控制切尾的程序有两种:
第一种,延时时间控制自动切尾程序:
当热金属检测器检测到轧件尾部,PLC自动计算切尾延时时间(T)。公式如下:
T=(SL)/VT1
9.0.0 0
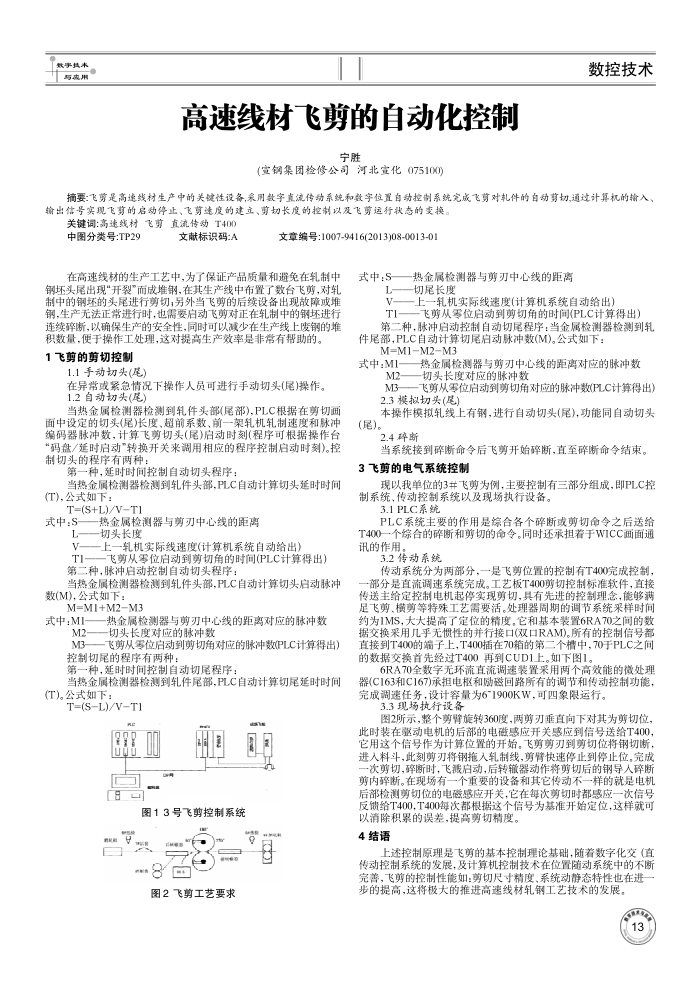
图13号飞剪控制系统 8
图2飞剪工艺要求
式中S―
热金属检测器与剪刃中心线的距离
L
切尾长度
V一一上二轧机实际线速度(计算机系统自动给出)
一飞剪从零位启动到剪切角的时间(PLC计算得出)
T1
第二种,脉冲启动控制自动切尾程序:当金属检测器检测到轧件尾部,PLC自动计算切尾启动脉冲数(M)。公式如下:
M=M1M2M3
式中:M1一热金属检测器与剪刃中心线的距离对应的脉冲数
M2―切头长度对应的脉冲数
M3――飞剪从零位启动到剪切角对应的脉冲数(PLC计算得出) 2.3模拟切头(度
本操作模拟轧线上有钢,进行自动切头(尾),功能同自动切头
(尾)
2.4辞断
当系统接到碎断命令后飞剪开始辞断,直至碎断命令结束, 3飞剪的电气系统控制
现以我单位的3#飞剪为例,主要控制有三部分组成,即PLC控制系统、传动控制系统以及现场执行设备。
3.1PLC系统
PLC系统主要的作用是综合各个碎断或剪切命令之后送给 T400一个综合的碎断和剪切的命令。同时还承担着于WICC画面通讯的作用。
3.2传动系统
传动系统分为两部分,一是飞剪位置的控制有T400完成控制,-部分是直流调速系统完成。工艺板T400剪切控制标准软件,直接传送主给定控制电机起停实现剪切,具有先进的控制理念,能够满足飞剪横剪等特殊工艺需要活。处理器周期的调节系统采样时间约为1MS,大大提高了定位的精度。它和基本装置6RA70之间的数据交换采用几乎无惯性的并行接口(双口RAM)。所有的控制信号都直接到T400的箱子上,T400插在70箱的第二个槽中,70于PLC之间的数据交换首先经过T400再到CUD1上。如下图1。
6RA70全数字无环流直流调速装置采用两个高效能的微处理器(C163和C167)承担电枢和励磁回路所有的调节和传动控制功能,完成调速任务,设计容量为6"1900KW,可四象限运行。
3.3现场执行设备
图2所示,整个剪臂旋转360度,两剪刃垂直向下对其为剪切位,此时装在驱动电机的后部的电磁感应开关感应到信号送给T400,它用这个信号作为计算位置的开始。飞剪剪刃到剪切位将钢切断,进入料斗,此刻剪刃将钢拖入轧制线,剪臂快速停止到停止位。完成-次剪切,辞断时,飞摄启动,后转辙器动作将剪切后的钢导人碎断剪内碎断。在现场有一个重要的设备和其它传动不一样的就是电机后部检测剪切位的电磁感应开关,它在每次剪切时都感应一次信号反债给T400,T400每次都根据这个信号为基准开始定位,这样就可
以消除积累的误差,提高剪切精度。 4结语
上述控制原理是飞剪的基本控制理论基础,随着数字化交(直传动控制系统的发展,及计算机控制技术在位置随动系统中的不断完善,飞剪的控制性能如:剪切尺寸精度、系统动静态特性也在进一步的提高,这将极大的推进高速线材轧钢工艺技术的发展。