您当前的位置:首页>论文资料>汽轮机滑销系统卡涩的原因分析及处理方法
内容简介
 2014年4月第37卷第2期
2014年4月第37卷第2期大氧鼠
Large Scale Nitrogenous Fertilizer Industry
Apr.2014 Vol.37 No.2
汽轮机滑销系统卡涩的原因分析及处理方法
高维刚,耿广鑫
(中海石油化学股份有限公司,海南东方572600)
摘要:通过对汽轮机滑销系统进行全面清理,将塑性变形的挠性支架与汽缸体接口处焊接固定,对推力轴承的垫片进行调整,使喷嘴间隙、止推轴承间欧最终符合设计要求。
关键词:汽轮机滑销系统推力轴承热膨胀设备
1结构简介
中海石油化学股份有限公司1500t/d合成氨装置氨冷冻压缩机驱动蒸汽轮机是由日本三菱重工株式会社广岛制作所设计制造,型号为5BH-3 的背压式汽轮机。其汽缸为水平剖分式,汽缸基座与下汽缸体相连,上、下汽缸体用螺栓紧固。下汽缸通过挠性支架分别与调速侧基座和排汽侧基座相连。调速侧基座上开有一个滑键键槽,使得基座可在装有滑键的底板上轴向移动,以吸收汽缸的轴向热膨胀;汽缸通过上半缸体调速侧的两猫爪支撑在调速侧基座上,可吸收汽缸水平方向的热膨胀;排汽侧缸体支撑在汽缸两侧的垂直挠性板上,该挠性板是汽缸轴向膨胀的固定点,保证汽缸中心线无偏移。喷嘴及叶顶间隙设计值见表1。
表1蒸汽轮机喷嘴间隙和叶顶间
第一级间踪A
项目
喷嘴进口
叶轮叶顶
第二级间隙B
喷嘴口瓶
叶轮叶顶
mm
第三级间隙C
叶轮喷嘴
进口
叶顶
设计值 0.9~1.2 0.55~1.05 0.91.2 0.350.85 0.9~1.2 0.35~0.85
问题的提出与分析 2
汽轮机组启停或机组负荷变化较大时,其汽缸会因温度的变化发生膨胀和收缩,为保证汽缸各方向能够正常膨胀,并使汽缸和转子中心线保持一致,汽轮机都设有一套良好的滑销系统。5BH-3型汽轮机调速侧通过两个猫爪支撑在调速侧基座上,基座下装有轴向滑键(与汽轮机中心线在同一垂直平面内),可引导基座轴向移动。汽轮机下缸体与前后基座分别用挠性支架连接,在汽轮机
万方数据
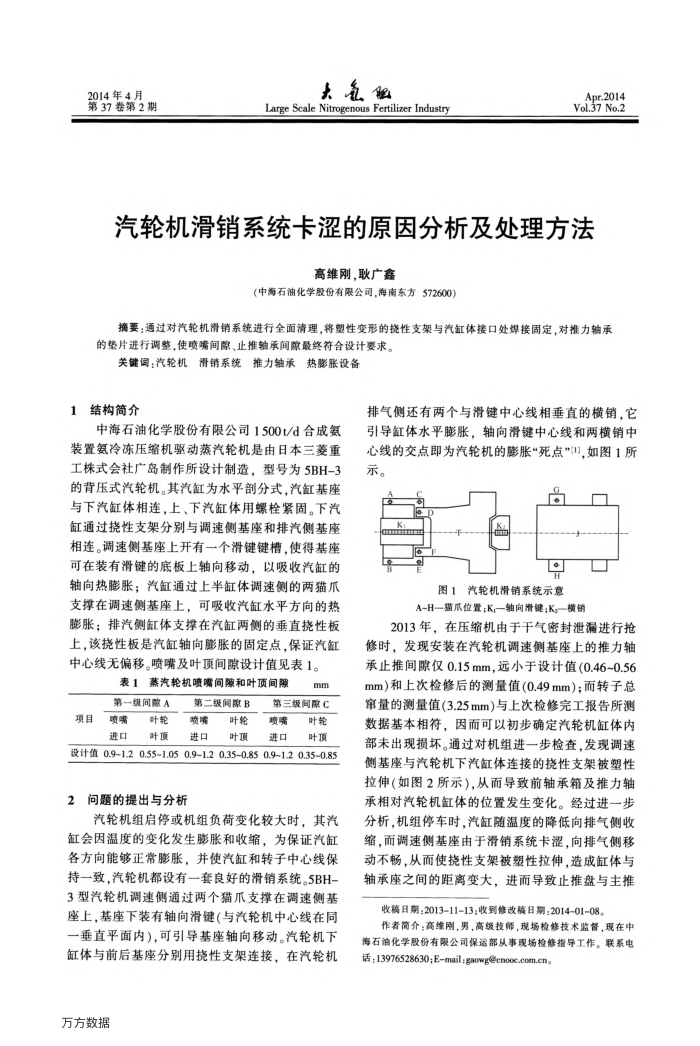
排气侧还有两个与滑键中心线相垂直的横销,它引导缸体水平膨胀,轴向滑键中心线和两横销中心线的交点即为汽轮机的膨胀"死点"{1,如图1所示。
同
图1汽轮机滑销系统示意
A-H―猫爪位置;K,―轴向滑键;K,―横销
2013年,在压缩机由于干气密封泄漏进行抢修时,发现安装在汽轮机调速侧基座上的推力轴承止推间隙仅0.15mm,远小于设计值(0.46~0.56 mm)和上次检修后的测量值(0.49mm);而转子总审量的测量值(3.25mm)与上次检修完工报告所测数据基本相符,因而可以初步确定汽轮机缸体内部未出现损坏。通过对机组进一步检查,发现调速侧基座与汽轮机下汽缸体连接的挠性支架被塑性拉伸(如图2所示),从而导致前轴承箱及推力轴承相对汽轮机缸体的位置发生变化。经过进一步分析,机组停车时,汽缸随温度的降低向排气侧收缩,而调速侧基座由于滑销系统卡涩,向排气侧移动不畅,从而使挠性支架被塑性拉伸,造成缸体与轴承座之间的距离变大,进而导致止推盘与主推
收稿日期:201311-13:收到修改稿日期:2014-01-08。
作者简介:高维刚,男,高级技师,现场检修技术监督,现在中海石油化学股份有限公司保运部从事现场检修指导工作。联系电话:13976528630;Email:gaowg@cnooc.com.cn。
上一章:空分汽轮机组系统升级技术开发及应用
下一章:背压式汽轮机在合成氨系统使用总结