轿车空调冷凝器专用堵盖的成形工艺及模具设计
内容简介
 模具技术2017.No.2
模具技术2017.No.2文章编号:1001-4934(2017)02-0039-04
39
轿车空调冷凝器专用堵盖的成形工艺及模具设计
顾成友
(上海新曦汽车辅件设备有限公司,上海201314)
摘要:通过对堵盖零件冲压成形工艺的分析,计算得到实际毛坏直径为29.2mm。考虑到产品减薄量的要求,增加了工艺切口。通过计算,得到第一次和第二次的拉深高度均为5.8mm。绘制了堵盖连续拉深工序图,设计了堵盖的模具结构并介绍了模具设计要点。实践证明,该冲压工艺能够保证堵盖产品的形状及尺寸精度,且采用连
续拉深成形方式可有效提高生产效率,降低生产成本。关键词:堵盖;拉深;成形;整形;模具结构
中图分类号:TG386
文献标识码:B
Processing and die design for special cover of car air conditioner condenser
GU Cheng-you
Abstract: Through the analysis of the stamping process of the cover parts, the actual blank diameter of 29.2 mm is calculated. Taking into account the product thinning requirements, thc process incision is increased. Through calculation, the first and second drawing heights are 5.8 mm. The continuous drawing process of the cover is drawn; the die structure of the cover is designed and the key points of the die design are introduced. Practice has proved that the stamping process can ensure the shape and size precision of the cover products, and the continuous drawing method can effectively improve the production efficiency and reduce theproductioncost.
Keywords:cover;deep drawing;forming;restriking;diestructure
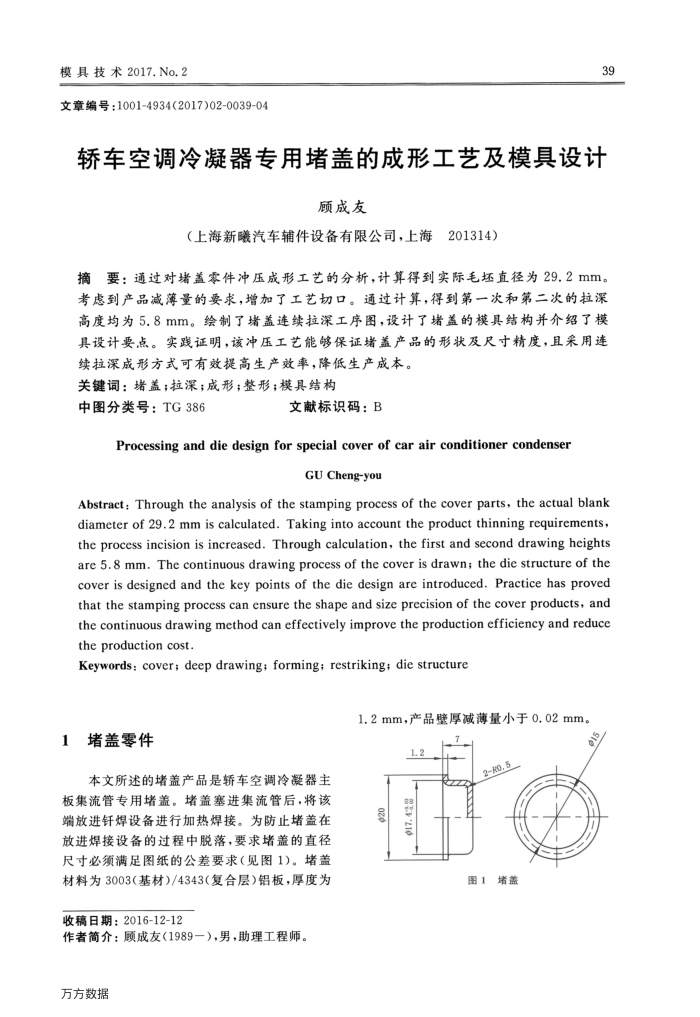
1.2mm,产品壁厚减薄量小于0.02mm。
堵盖零件 1
本文所述的堵盖产品是轿车空调冷凝器主板集流管专用堵盖。堵盖塞进集流管后,将该端放进钎焊设备进行加热焊接。为防止堵盖在放进焊接设备的过程中脱落,要求堵盖的直径尺寸必须满足图纸的公差要求(见图1)。堵盖材料为3003(基材)/4343(复合层)铝板,厚度为
收稿日期:2016-12-12
作者简介:顾成友(1989一),男,助理工程师。万方数据
12
1.2
2-RO.5 017.48
图1堵盖