您当前的位置:首页>论文资料>浅析冲压毛刺问题产生原因及控制方案
内容简介
 1引言
1引言・冲模技术・
浅析冲压毛刺问题产生原因及控制方案
申伟,邓海富,尹诗薪
长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心(河北保定071000)
【摘要】冲压毛剃问题通常被认为是不可消除的,因此在人们的观念中只要是冲压件就应该有毛刺。然而随着毛刺问题对产品质量造成的损失及影响越来越大,解决整车防锈、保安防灾问题刻不容缓,毛刺问题已经被汽车行业普遍重视。本文重点介绍毛刺问题产生的原因,归纳出合理的预防措施及方案,同时以现场实例进行说明,给读者提供一个参考。关键词:毛刺;冲压件;预防措施
中图分类号:TG385.2
文献标识码:B
AnalysisontheCauseandControlScheme
ofStampingBurrProblem
[Abstract] Stamping burr problem is often thought of as not to eliminate, so as long as it is in the idea of people should have burr stamping parts. However as the burr problem for losses caused by the product quality and the influence is more and more big, so it is urgent to solve the problem of vehicle rust and security of disaster prevention, burr problem has already been paid attention to by the auto industry. This article focuses on the causes of burr problem, summed up a reasonable preventive measures and solutions, at the same time to the scene instance, provide a reference for readers.
Key words:burr; stamping parts; preventive measures
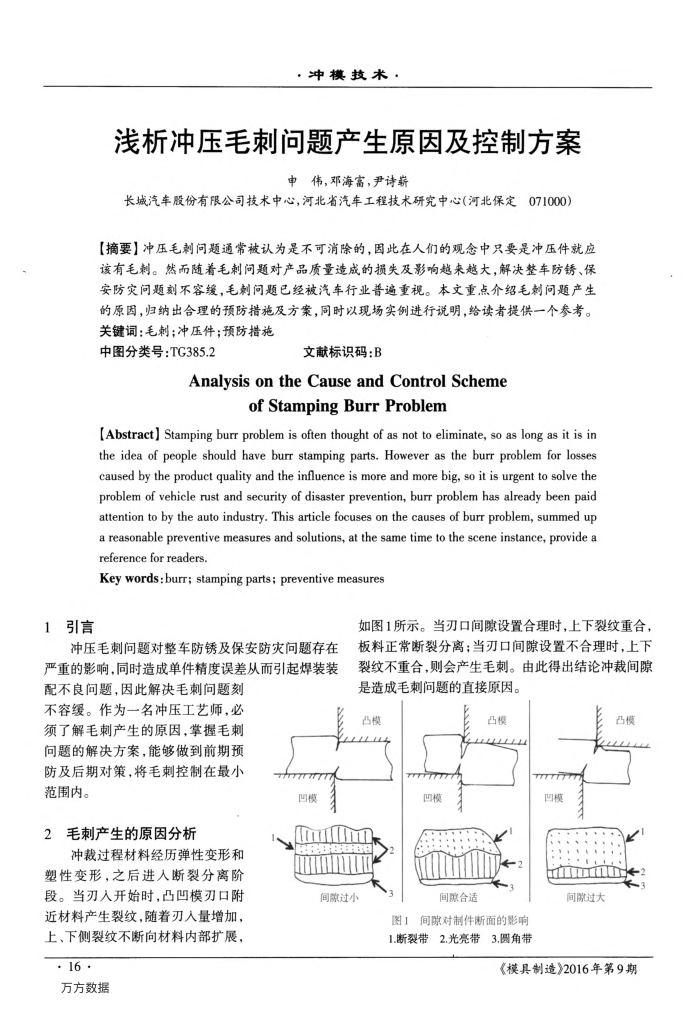
如图1所示。当刃口间隙设置合理时,上下裂纹重合,
冲压毛刺问题对整车防锈及保安防灾问题存在严重的影响,同时造成单件精度误差从而引起焊装装
配不良问题,因此解决毛刺问题刻不容缓。作为一名冲压工艺师,必须了解毛刺产生的原因,掌握毛刺问题的解决方案,能够做到前期预防及后期对策,将毛刺控制在最小
范围内。 2
毛刺产生的原因分析
冲裁过程材料经历弹性变形和塑性变形,之后进入断裂分离阶
段。当刃人开始时,凸凹模刃口附近材料产生裂纹,随着刃人量增加,上、下侧裂纹不断向材料内部扩展,
・ 16 ・ 万方数据
板料正常断裂分离;当刃口间隙设置不合理时,上下裂纹不重合,则会产生毛刺。由此得出结论冲裁间隙是造成毛刺问题的直接原因。
凸模
间隙过小
凹模
间合适
凸模
图1
间对制件断面的影响 1.断裂带2.光亮带3.圆角带
凹模
间隙过大
凸模
《模具制造》2016年第9期
上一章:《数控铣床零件加工》的理实一体化教学
下一章:门内板锁孔废料飞溅及毛刺问题解决方案