您当前的位置:首页>论文资料>汽车下摆臂成形工艺分析及侧向冲裁模设计
内容简介
 ・冲模技术・
・冲模技术・汽车下摆臂成形工艺分析及侧向冲裁模设计
和晓巍,张玲玲,高建博,吕强,王凯,潘浩,张拓
陕西黄河集团有限公司(陕西西安710043)
【摘要】分析了汽车下摆臂的成形工艺,介绍了一种巧妙的模具结构,实现了在狭小空间内,对制件两侧进行同步冲载的创新设计。对于类似形状复杂、成形图难的高强度板制件的成形及模具设计具有参考价值。
关键词:盛形工艺:同步冲裁:双向驱动:冲裁模
中图分类号:TG385.2
文献标识码:B
FormingProcessAnalysisandSideBlankingDie DesignfortheLowerSwayArmofAutomobile
[Abstract] This paper analyzes the forming process of the lower sway arm of automobile and introduces a kind of ingenious die structure. In the narrow space, the innovative design of simultaneous impact cutting on both sides of the product is realized. The forming method and die design of high strength plate products with complex shape and forming difficulties are of referencevalue.
Key words:forming process; synchronous blanking; twoway drive; blankingdie
引言 1
摆臂在整个汽车悬挂系统起着导向和支撑的作用,如果其存在变形,则直接影响车轮定位,并产生跑偏或造成轮胎的不正常磨损;汽车在行驶过程中会产生异响,高速行驶过程中操控性下降,降低汽车行驶的稳定性而引起安全隐患,摆臂属于汽车零部件中的重要制件。本文主要介绍摆臂的成形工艺及结构最
复杂的第6道工序的模具结构设计。 2制件工艺方案分析
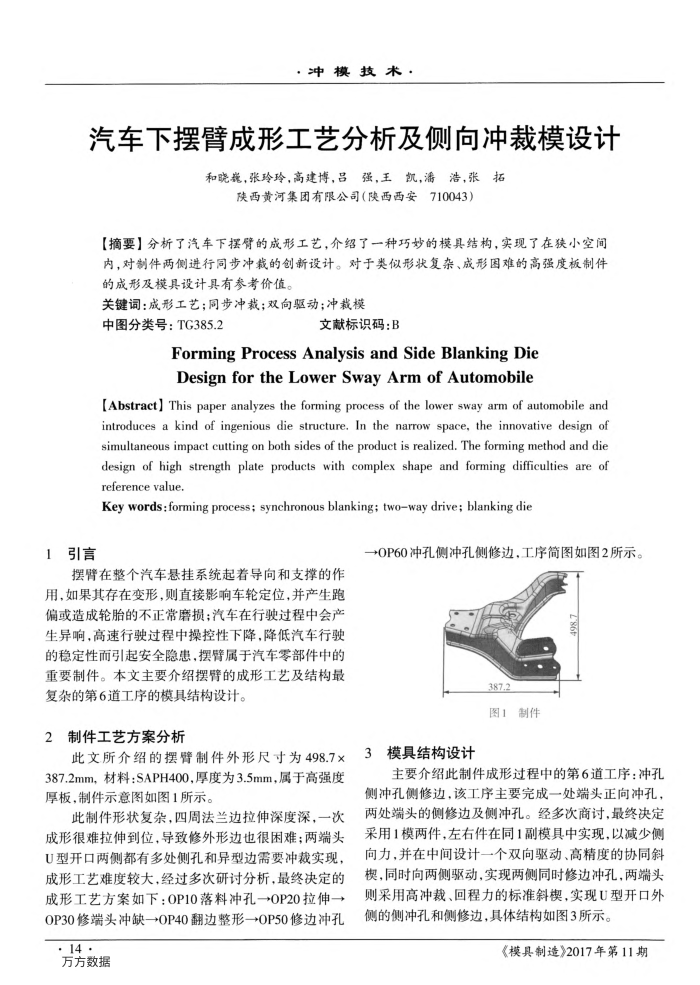
此文所介绍的摆臂制件外形尺寸为498.7× 387.2mm,材料:SAPH400,厚度为3.5mm.属于高强度厚板,制件示意图如图1所示。
此制件形状复杂,四周法兰边拉伸深度深,一次成形很难拉伸到位,导致修外形边也很困难;两端头 U型开口两侧都有多处侧孔和异型边需要冲裁实现,成形工艺难度较大,经过多次研讨分析,最终决定的成形工艺方案如下:OP10落料冲孔一→OP20拉伸一→ OP30修端头冲缺→OP40翻边整形→OP50修边冲孔
14 ・ 万方数据
→0P60冲孔侧冲孔侧修边,工序简图如图2所示。
图1制件
模具结构设计 3
主要介绍此制件成形过程中的第6道工序:冲孔侧冲孔侧修边,该工序主要完成一处端头正向冲孔,两处端头的侧修边及侧冲孔。经多次商讨,最终决定采用1模两件,左右件在同1副模具中实现,以减少侧向力,并在中间设计一个双向驱动、高精度的协同斜模,同时向两侧驱动,实现两侧同时修边冲孔,两端头则采用高冲裁、回程力的标准斜楔,实现U型开口外侧的侧冲孔和侧修边,具体结构如图3所示。
《模具制造》2017年第11期