您当前的位置:首页>论文资料>汽车门锁加强板成形工艺优化设计
内容简介
 模具工业2016年第42参第11期
模具工业2016年第42参第11期汽车门锁加强板成形工艺优化设计
沈中秋
(湖南星宇龙机械有限公司,湖南长沙410000)
摘要:通过对汽车门锁加强板制件的拉深工艺分析,针对制件拉深过程中存在异形孔和异形边变形问题,通过氮气弹策的使用、拉深毛还定位形式的改进以及局部拉深筋的设置,保证制件拉深成形质量,
借助有限元数值模拟手段,优化了制件成形工艺,缩短模具设计周期。关键词:异形孔;拉深;双重定位;有限元模拟;汽车门锁加强板
中图分类号:TG386.32文献标识码:B文章编号:1001-2168(2016)11-0019-05 DOl: 10.16787/j.cnki.10012168.dmi.2016.11.005
Optimizationdesignof formingprocessfor
automobile door lock reinforce plate
SHEN Zhong-qiu
(Hu'nan Xingyulong Machinery Co.,Ltd.,Changsha,Hu'nan 410000,China)
Abstract: Based on the analysis of drawing process for the reinforce plate of automobile door lock, the deformation of special holes and edges was existing in drawing process. It ensured the quality of the products by the usage of nitrogen spring, the improvement of drawing blank positioning method and the setting of local drawbead. Also the design pro cess was optimized by using the finite element numerical simulation method.
Key words: special hole; drawing: dual localization; finite element simulation; automobile door look reinforce plate
制件结构分析及冲压工艺方案确定
汽车门锁加强板(左件如图1所示,右件与之对收稿日期:2016-07-14。
作者简介:沈中秋(1974-),男(汉族),湖南醴陵人,工程师,主要从事冲模设计工作。
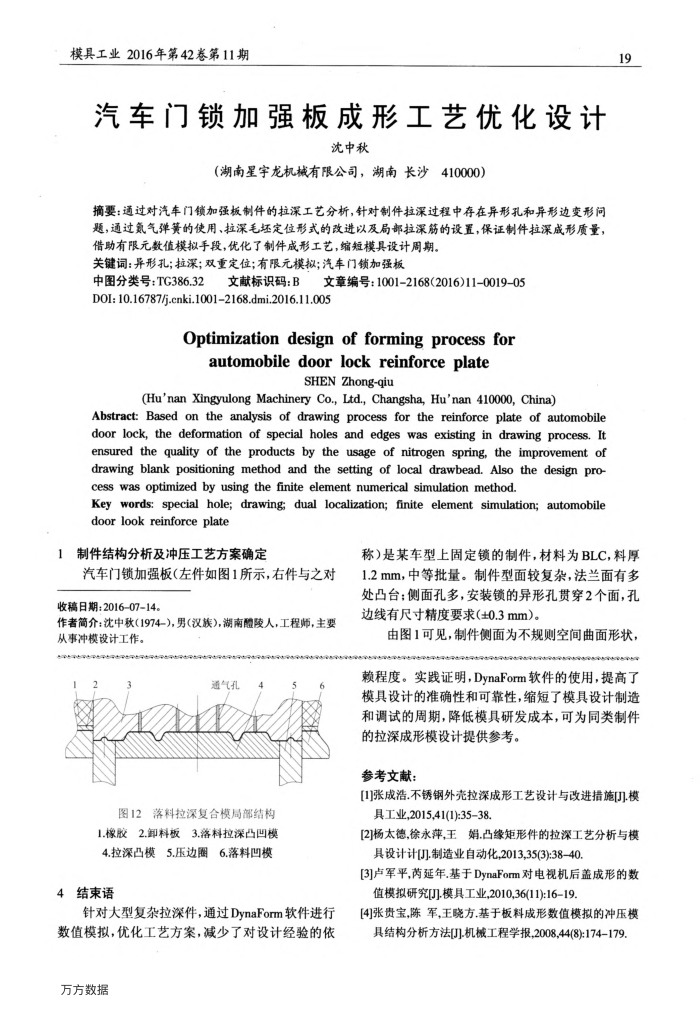
通气孔
图12落料拉深复合模局部结构 1.橡胶2.卸料板3.落料拉深凸凹模 4.拉深凸模5.压边圈6.落料凹模
4结束语
针对大型复杂拉深件,通过DynaForm软件进行数值模拟,优化工艺方案,减少了对设计经验的依万方数据
19
称)是某车型上固定锁的制件,材料为BLC,料厚 1.2mm,中等批量。制件型面较复杂,法兰面有多处凸台;侧面孔多,安装锁的异形孔贯穿2个面,孔边线有尺寸精度要求(±0.3mm)。
由图1可见,制件侧面为不规则空间曲面形状,
赖程度。实践证明,DynaForm软件的使用,提高了模具设计的准确性和可靠性,缩短了模具设计制造和调试的周期,降低模具研发成本,可为同类制件
的拉深成形模设计提供参考。参考文献:
[1]张成浩.不锈钢外壳拉深成形工艺设计与改进措施[]模具工业,2015,41(1):3538
[2]杨太德,徐永萍,王娟.凸缘矩形件的拉深工艺分析与模具设计计[].制造业自动化,2013,35(3):38-40.
[3]卢军平,芮延年.基于DynaFom对电视机后盖成形的数值模拟研究[J)模具工业,2010,36(11):16-19.
[4]张贵宝,陈军,王晓方.基于板料成形数值模拟的冲压模具结构分析方法[J)机械工程学报,2008,44(8):174-179.