内容简介
 ・冲模技术・
・冲模技术・角钢端头缺口冲裁模
张憨,聂林茜
湖北齐星模具制造股份有限公司(湖北随州441300)
【摘要】角钢在一边上冲缺,另一边在模具上一定呈立边状态,立边对模具影响很大。提出了用凸模刃口和辅助挡块定位的方法,解决了立边干扰的问题,现场工人师傅对其反应良好。
关键词:角钢;冲缺口;定位
中图分类号:TG385.2
文献标识码:B
Blanking Die for Notches of Angle Iron Ends
[Abstract] The angle iron is punched for notches on one side, at the same time the other keeping vertical side would be on the die without change, this blanking requirement has great influence on the die. In this paper, we propose a method for locating the convex die blade and supporting blocks, solving the problem to avoid the interference on the vertical sides, which is responded well by the workers at site.
Key words: angle iron;notching;locating
1形状特点
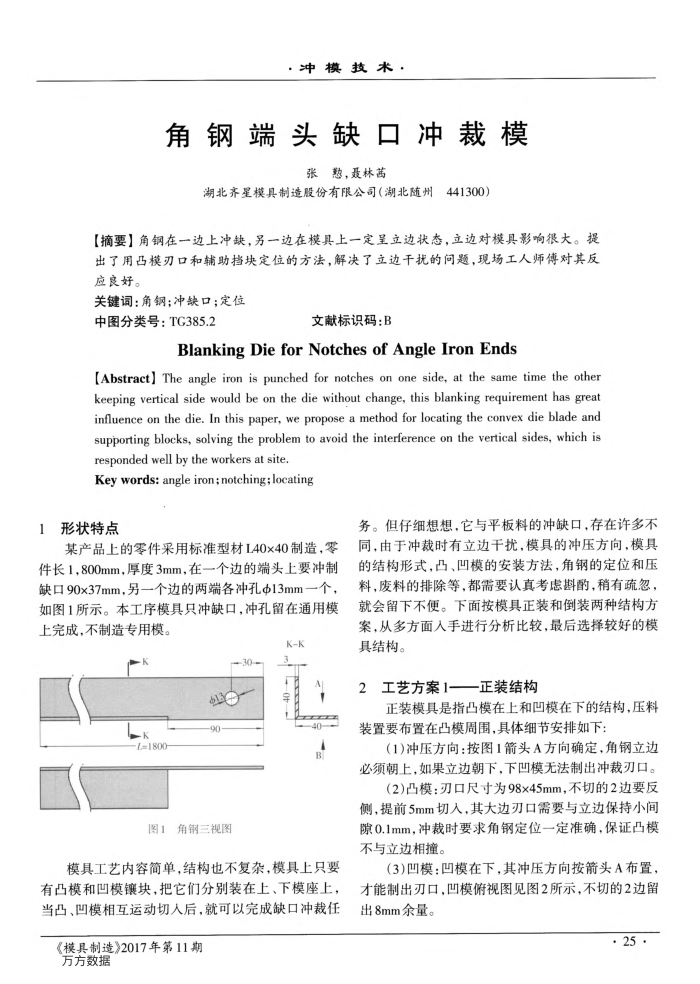
某产品上的零件采用标准型材L40×40制造,零件长1.800mm,厚度3mm,在一个边的端头上要冲制缺口90x37mm,另一个边的两端各冲孔Φ13mm一个,如图1所示。本工序模具只冲缺口,冲孔留在通用模上完成,不制造专用模。
KK
30 o
L=1800
图1角钢三视图
模具工艺内容简单,结构也不复杂,模具上只要有凸模和凹模镶块,把它们分别装在上、下模座上,当凸、凹模相互运动切人后.就可以完成缺口冲裁任
《模具制造》2017年第11期万方数据
务。但仔细想想,它与平板料的冲缺口,存在许多不同,由于冲裁时有立边干扰,模具的冲压方向,模具的结构形式,凸、凹模的安装方法,角钢的定位和压料,废料的排除等,都需要认真考虑酌,稍有疏忽,就会留下不便。下面按模具正装和倒装两种结构方案,从多方面人手进行分析比较,最后选择较好的模具结构。
2工艺方案1―一正装结构
正装模具是指凸模在上和凹模在下的结构,压料装置要布置在凸模周围,具体细节安排如下:
(1)冲压方向:按图1箭头A方向确定,角钢立边必须朝上,如果立边朝下,下凹模无法制出冲裁刃口。
(2)凸模:刃口尺寸为98x45mm,不切的2边要反侧,提前5mm切入.其大边刃口需要与立边保持小间隙0.1mm,冲裁时要求角钢定位一定准确,保证凸模不与立边相撞。
(3)凹模:凹模在下.其冲压方向按箭头A布置、才能制出刃口,凹模俯视图见图2所示,不切的2边留出8mm余量。
・ 25・
上一章:南通市职业教育产教融合实施路径探究
下一章:偏心轴多工位冷锻工艺及模具设计