您当前的位置:首页>论文资料>一种特殊弯曲模定位装置的改进
内容简介
 ・冲模技术・
・冲模技术・一种特殊弯曲模定位装置的改进
刘正林,文庆
中车长江车辆有限公司株洲分公司(湖南株洲412003)
【摘要】针对弹簧托板弯曲模定位装置失效的问题,分析了原设计存在的缺陷,提出了新的
定位装置设计方案,验证了方案的有效性。关键词:弯曲模;定位装置:改进
中图分类号:TG385.2
文献标识码:B
ImprovementoftheSpecialPositioningDeviceforBendingDie[Abstract] In view of the failure of the positioning device of transom bending die, the defects of the original design are analyzed. A new design of the positioning device is put forward, and the validity of it is verified.
Key words: bending die; positioning device; improvement
1制件分析
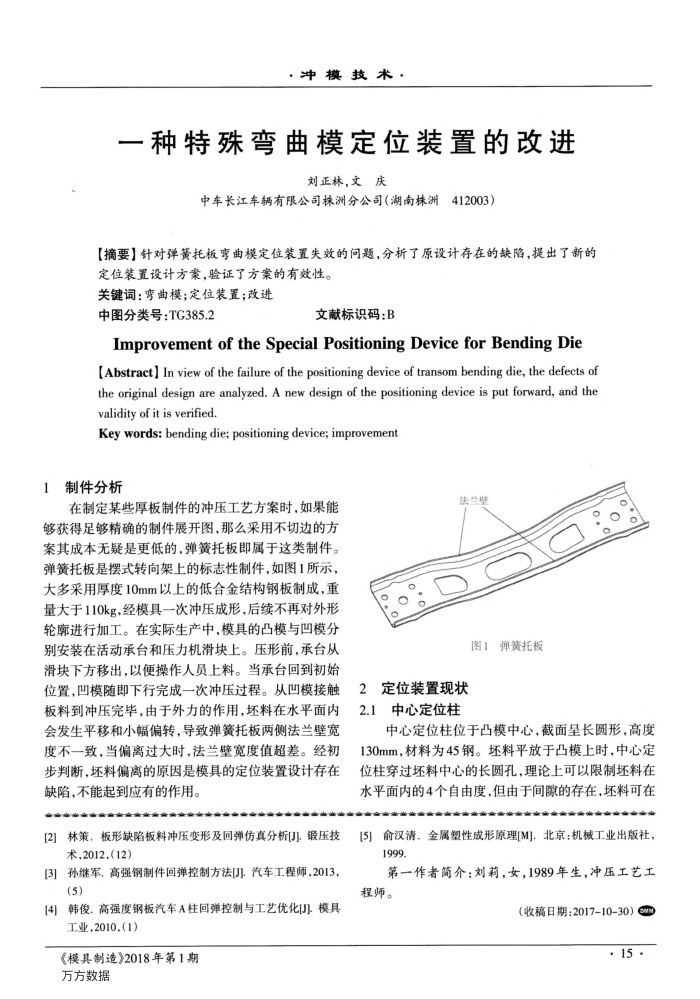
在制定某些厚板制件的冲压工艺方案时,如果能够获得足够精确的制件展开图,那么采用不切边的方案其成本无疑是更低的.弹簧托板即属于这类制件。弹簧托板是摆式转向架上的标志性制件,如图1所示,大多采用厚度10mm以上的低合金结构钢板制成,重量大于110kg,经模具一次冲压成形,后续不再对外形轮廊进行加工。在实际生产中,模具的凸模与凹模分别安装在活动承台和压力机滑块上。压形前,承台从滑块下方移出,以便操作人员上料。当承台回到初始位置,凹模随即下行完成一次冲压过程。从凹模接触板料到冲压完毕,由于外力的作用,坏料在水平面内会发生平移和小幅偏转,导致弹簧托板两侧法兰壁宽度不一致,当偏离过大时,法兰壁宽度值超差。经初步判断,坏料偏离的原因是模具的定位装置设计存在缺陷,不能起到应有的作用。
[2】林策。板形缺陷板料冲压变形及回弹仿真分析]锻压技术,2012.(12)
[3】孙继军,高强钢制件回弹控制方法[]汽车工程师,2013.(5)
[4】韩俊.高强度钢板汽车A柱回弹控制与工艺优化]模具
工业,2010.(1)
《模具制造》2018年第1期万方数据
法兰
图1弹簧托板
2定位装置现状
中心定位柱
2.1
中心定位柱位于凸模中心,截面呈长圆形,高度 130mm,材料为45钢。坏料平放于凸模上时.中心定位柱穿过坏料中心的长圆孔,理论上可以限制坏料在水平面内的4个自由度,但由于间隙的存在,坏料可在
[5】俞汉清,金属塑性成形原理[M]、北京:机械工业出版社,
1999.
第一作者简介:刘莉,女,1989年生,冲压工艺工程师。
(收稿日期:2017-10-30)cw
・ 15 .
上一章:剃刀架逆向工程建模与注射模设计
下一章:新型止水栓在注射模中的应用