您当前的位置:首页>论文资料>一种特殊钛合金零件的加工
内容简介
 精密制造与自动化
精密制造与自动化一种特殊钛合金零件的加工
袁伟
(陕西工业职业技术学院陕西成阳712000)
2016年第2期
摘要以一种钛合金材料零件的加工为例,对钛合金材料导热性差,化学性能活跃及机械加工困难等特点,从如工方法的选择,加工工艺的制定,加工参数的选择方面入手,分析钛合金材料的加工原则,以及在不同加工方
法下表现出的具体特点和所应采取工艺措施关键词钛合金线切割加工钻孔电参数
人们对金属钛及其合金的认识仅有半个世纪,从刚开始主要是航空发动机用的耐高温钛合金和机体用的结构钛合金,到70年代开发出耐蚀钛合金,再到80年代至今,耐蚀钛合金和高强钛合金得到进一步发展。由于钛合金具有高强度、耐腐蚀、抗高温等优点而被产泛应用在工作条件比较复杂的环境当中,比如煤炭、右油、天然气的并米行业等,于其价格昂贵,使得钛合金的加工成为大家研究的对象,本文以一个特殊的钛合金零件为背景对钛合金的加工进行了研究,
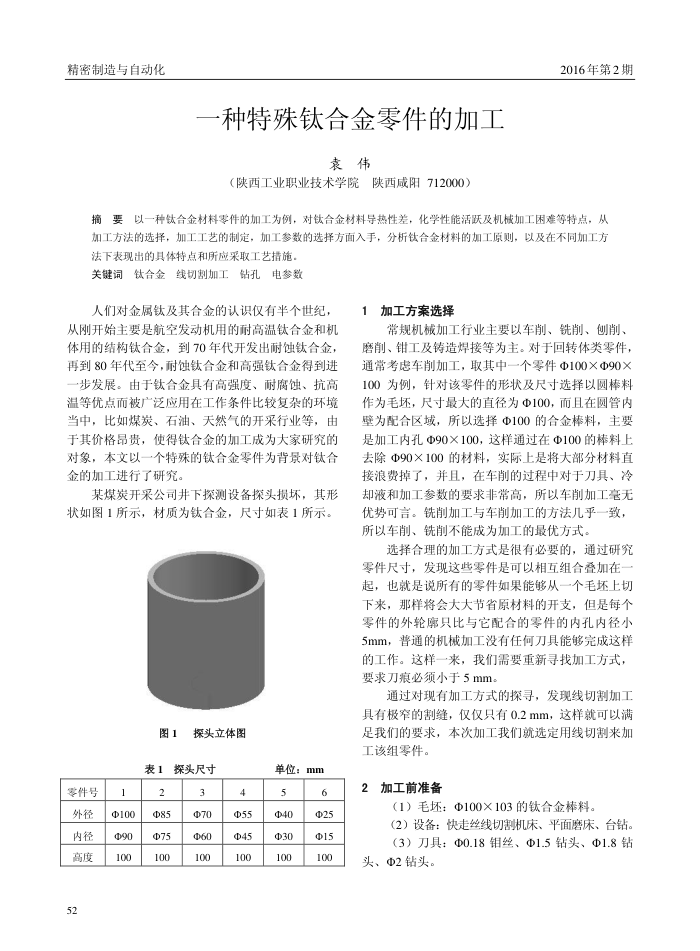
某煤炭开采公司井下探测设备探头损坏,其形状如图1所示,材质为钛合金,尺寸如表1所示。
图1探头立体图
表1探头尺寸
零件号外径内径高度
52
@100@90 100
2 Q85 p75 100
3 70 60 100
4@55@45 100
单位:mm
5@40 O 100
6 025 15 100
1加工方案选择
常规机械加工行业主要以车削、铣削、刨创削、磨削、钳工及铸造焊接等为主。对于回转体类零件,通常考虑车削加工,取其中一个零件Φ100×Φ90× 100为例,针对该零件的形状及尺寸选择以圆棒料作为毛坏,尺寸最大的直径为中100,而且在圆管内壁为配合区域,所以选择中100的合金棒料,主要是加工内孔Φ90×100,这样通过在Φ100的棒料上去除Φ90×100的材料,实际上是将大部分材料直接浪费掉了,并且,在车削的过程中对于刀具、冷却液和加工参数的要求非常高,所以车削加工毫无优势可言。铣前如工与车削加工的方法几乎一致,所以车前、铣前不能成为加工的最优方式。
选择合理的加工方式是很有必要的,通过研究零件尺寸,发现这些零件是可以相互组合叠加在起,也就是说所有的零件如果能够从一个毛坏上切下来,那样将会大大节省原材料的开支,但是每个零件的外轮廓只比与它配合的零件的内孔内径小 5mm,普通的机械加工没有任何刀具能够完成这样的工作。这样一来,我们需要重新寻找加工方式,要求刀痕必须小于5mm。
通过对现有加工方式的探寻,发现线切割加工具有极窄的割缝,仅仅只有0.2mm,这样就可以满足我们的要求,本次加工我们就选定用线切割来加工该组零件。
2加工前准备
(1)毛坏:Φ100×103的钛合金棒料。
(2)设备:快走丝线切割机床、平面磨床、台钻。(3)刀具:0.18销丝、Φ1.5钻头、Φ1.8钻
头、Φ2钻头。