您当前的位置:首页>论文资料>棒材移送设备定位控制系统装置升级改进
内容简介
 数事本与率用
数事本与率用数控技术
棒材移送设备定位控制系统装置升级改进
李冰
(唐钢微尔自动化公司河北唐山063016)
摘要:针对材移输逆装置运行减速停止过程中产生很大的机越冲击,导致液压缸、机械禁置、定位开关频繁损环的郭端将其改为耐用的凸轮控制器来控制并且对程序进一步优化,以此来降低事故率。
关键词:COVERYER凸轮控制器斜坡发生器
中图分类号:TP273 1前言
文献标识码:A
文章编号:1007-9416(2014)04-0019-01
制装置对于解决COVERYER定位及其稳定性,减少波压缸与机械
棒材横移输送装置文称COVERYER,由两个工作段组成AI和 A2,是在棒生产线精整区域的重要设备,它重复做上升一前进一下降一后退的矩形运动,COVERYER接收并制动来自剪切出口辑道的钢料运送到齐头道上,同时把COVERYER齐头辑道上的已对齐钢料运送到人口链上。
2原控制系统使用中存在的问题
由于在运行减速停止过程中产生很大的机械冲击,导致液压缸、机械装置、定位开关频繁损坏,严重影响正常生产,COVERYER 的运行速度直接影响生产节奏,因产量增加,生产节奏逐步加快, COVERYER运行速度逐渐提高,升级改进棒材移送设备定位的控
#+
图1脉冲发生器
平学使
年快迎处康 $
ao
平学生客:中学业室
图2速度斜坡发生器
共eex:微2t
平
3RE 进进速区
e物
快康
图3平移慢进速度输出
3
装置额繁损坏,以及机械装置偏移对开关的损坏,延长机械装置的
使用寿命,提高轧机作业率都是十分必要的。 3改进思路
(1)将原有的接近开关定位控制改进成凸轮开关定位控制,以减小因为轴串对开关的损坏。(2)在程序中将高速到低速的阶跃变化改为斜坡减速,以减小减速速度冲击。将低速控制在25%左右的速度,
减小停止时的速度冲击。 4改进方法
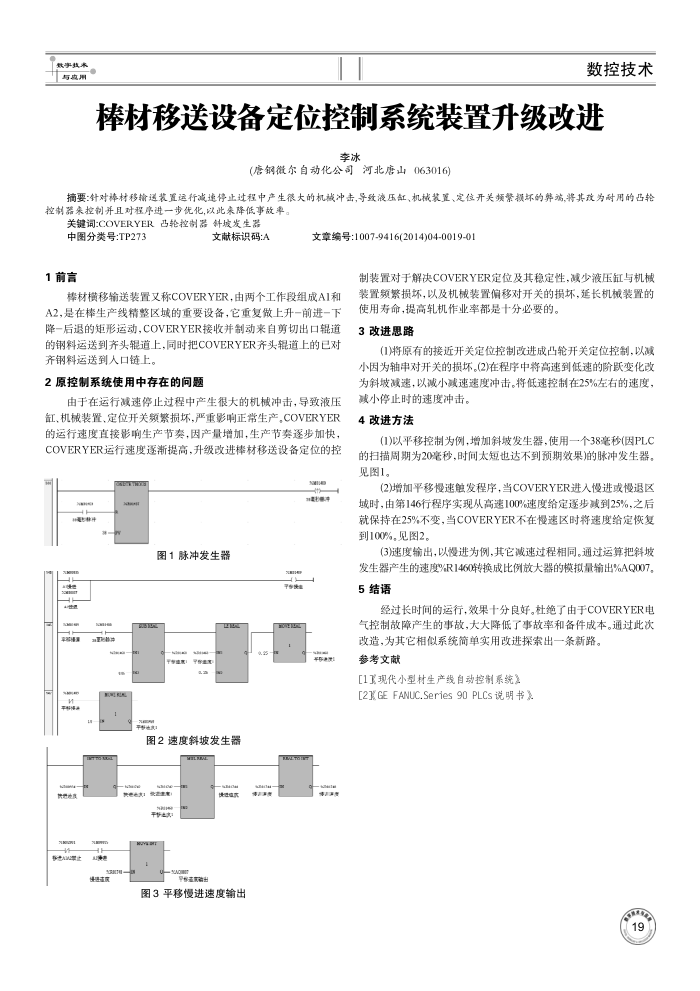
(1)以平移控制为例,增加斜坡发生器,使用一个38毫秒(因PLC 的扫描周期为20毫秒,时间太短也达不到预期效果)的脉冲发生器。见图1。
(2)增加平移慢速触发程序,当COVERYER进入慢进或慢退区域时,由第146行程序实现从高速100%速度给定逐步减到25%,之后就保持在25%不变,当COVERYER不在慢速区时将速度给定恢复到100%,见图2。
(3)速度输出,以慢进为例,其它减速过程相同。通过运算把斜坡发生器产生的速度%R1460转换成比例放大器的模拟量输出%AQ007。 5结语
经过长时间的运行,效果十分良好。杜绝了由于COVERYER电气控制故障产生的事故,大大降低了事故率和备件成本。通过此次
改造,为其它相似系统简单实用改进探索出一条新路。参考文献
[1】现代小型材生产线自动控制系统[2GE FANUC.Series 90 PLCs说明书》
上一章:背包问题求解算法研究
下一章:除尘系统人机界面的设计应用