您当前的位置:首页>论文资料>面向批量生产稳定性的拉深模调试方案研究
内容简介
 44
44模具工业2017年第43卷第5期
面向批量生产稳定性的拉深模
调试方案研究
高满银,衰立峰
(北京汽车股份有限公司生技中心,北京101300)
摘要:针对冲模交付车间使用,批量生产时,由于生产条件的波动或者模具本身存在的问题,出现制件成形质量不稳定的情况,提出相应的解决方案。以某车型后门内板生产时出现的实际问题解决过程为例,分析了拉深模批量生产不稳定的原因,并制定了解决方案,最终成功解决了批量生产不稳定的问题。关键词:汽车后门内板;批量生产;拉深;稳定性;平衡块;拉深筋
中图分类号:TG368.32
文献标识码:B
文章编号:1001-2168(2017)05-0044-03
D0I: 10.16787/j.cnki.10012168.dmi.2017.05.010
Researchondebuggingschemeofdrawingdiefor
batchproductionstability GAO Man-yin,YUAN Li-feng
(MECenter,BAICMotorCorporationLtd.,Beijing101300,China)
Abstract: Due to the fluctuations of the production conditions or the die itself, the parts quality was instability in batch production,and the corresponding solution was put forward. Taking the actual problem of the inner panel of rear door as an example, the reasons for the instability of batch production in drawing process were analyzed,and the solution scheme was formulated, which solved the problem successfully.
Key words:automobile inner panel of rear door; batch production; drawing; stability; coun-ter balance; draw bead
0引言
在制件拉深成形批量生产过程中,由于连续拉深成形,拉深模凹模表面与板料表面之间摩擦生热,模具零件内部热量积累导致温度升高,且因热膨胀使得模具零件凸、凹模间隙减小,增大压边圈、凹模和板料之间的摩擦力,严重影响成形裕度较小
的冲模的生产稳定性"。问题阐述
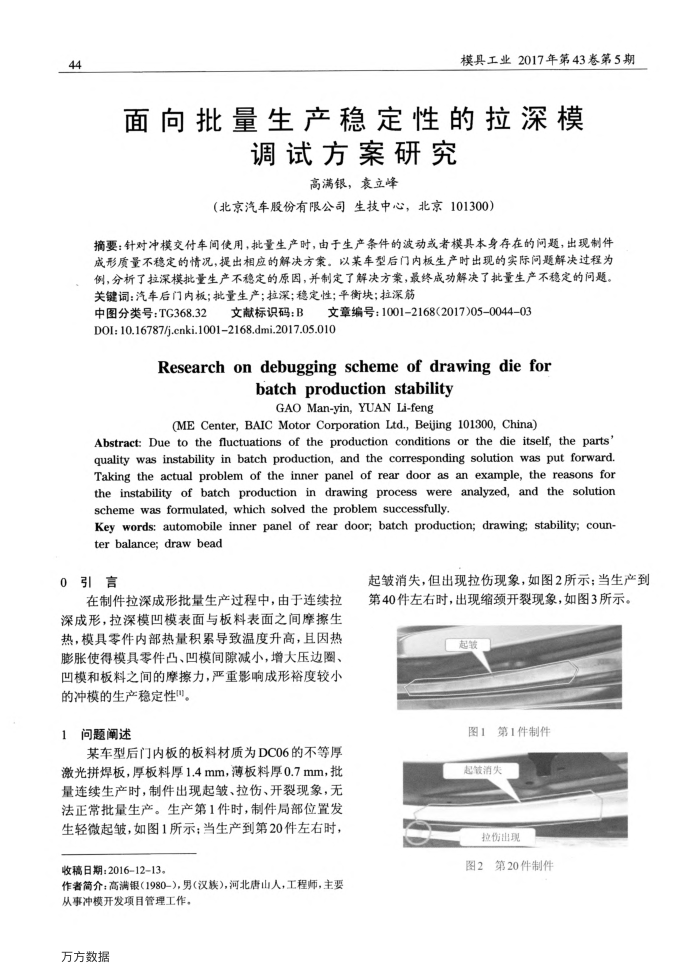
某车型后门内板的板料材质为DC06的不等厚激光拼焊板,厚板料厚1.4mm,薄板料厚0.7mm,批量连续生产时,制件出现起皱、拉伤、开裂现象,无法正常批量生产。生产第1件时,制件局部位置发生轻微起皱,如图1所示;当生产到第20件左右时,
收稿日期:2016-12-13
作者简介:高满银(1980-),男(汉族),河北唐山人,工程师,主要
从事冲模开发项目管理工作,万方数据
起皱消失,但出现拉伤现象,如图2所示;当生产到第40件左右时,出现缩颈开裂现象,如图3所示。
起皱
图1第1件制件起皱消失
拉伤出现
图2第20件制件