����ǰ��λ�ã���ҳ>��������>ij���ͻ����Ÿ�β�����쳣ĥ�����
ij���ͻ����Ÿ�β�����쳣ĥ�����
���ݼ��
 ��34��(2012)��2��ʹ��ά��
��34��(2012)��2��ʹ��ά�����ͻ� Diesel Engine
ij���ͻ����Ÿ�β�����쳣ĥ�����
����ǿ����ɭ����������־ʤ
�����ս��������ɷ�����˾�����պϷ�230601��
Vol. 34(2012) No. 2
ժҪ�����ij���ͻ����Ÿ�β�����쳣ĥ�𣬴Ӳ�����������֯������Ԥ�����������з����������������쳣ĥ��ϵ�������������մ���ȱ�ݣ����ŵ���Ԥ�����նȹ��������ڷ�������
�������������ʱ��������Excite_TimingDrive������Ϊ��ƸĽ��ṩ��һ�����������ݡ��ؼ��ʣ��������������ţ�������֯������Ԥ����
��ͼ����ţ�TK423.4*3 0����
���ױ�ʶ�룺B
ij���ͻ�800h���为����������У��������������죬���ʼ����½�������Ҳ��Ӧ���ߡ�ͣ����ⷢ�֣��������Ÿ�β������в�ͬ�̶�ĥ�𣬸������Ÿ�β����ĥ�����أ���ͼ1��ʾ��������Ӱ���˷�������������λ���������̣������˷�������������ָ�ꡣ
�쳣ĥ��
ͼ1���Ÿ�β�����쳣ĥ��
1ԭ�����
�ò��ͻ���������Ϊ���Ƹ˵Ķ���������������[1]��ҡ�������Ÿ�β����Ӵ����������ſ�����������������FTA)�������ж��������Ÿ�β�����쳣ĥ�����Ҫ���������������档
��1��ҡ���������Ÿ˲��ϲ��ϸ�
��2��ҡ����������Ÿ�β����Ӵ�Ӧ������ 1.1������ҡ�������Ϸ���
Ϊ������Ÿ�β������ĥ���������溸Ƭ���ϲ���Ӳ�ʺϽ�60Si2Mn�������������Ÿ�β����
���±�ţ�1001-4357��2012)02-0057-03
Ӳ��ֵ�ֱ�ΪHRC60.2��HRC60.8������ͼֽҪ��Ӳ��ֵ��HRC58�������⣬��Ӧ��Ҳ�����������Ų�Ʒ�ڹ���������������ʱ��δ�����������⡣��˿����ж����Ÿ˲��Ϻϸ�
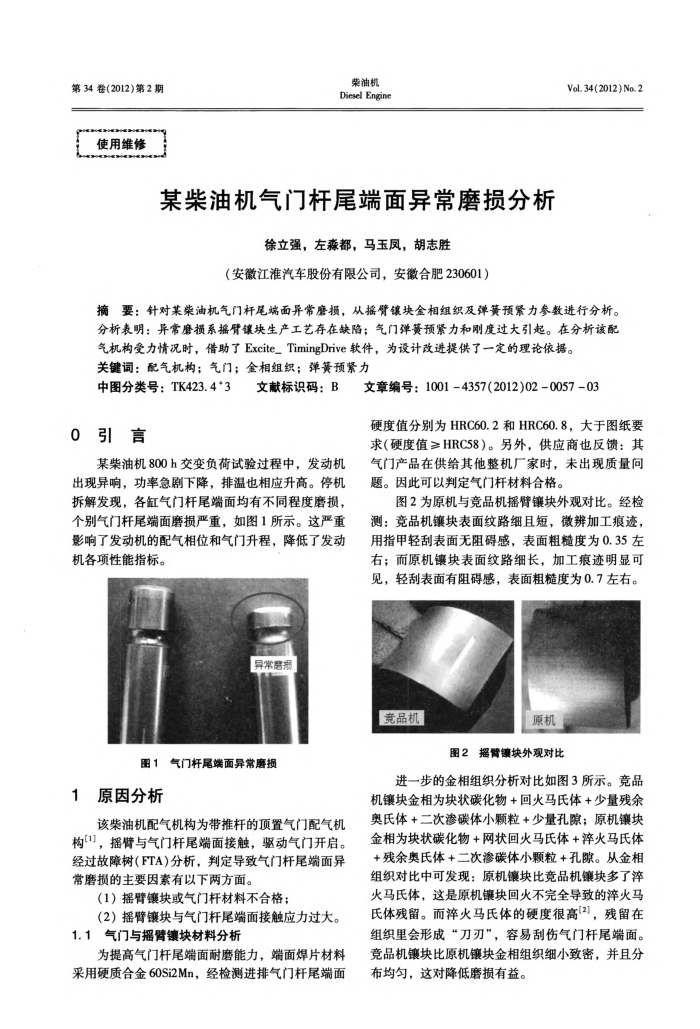
ͼ2Ϊԭ���뾺Ʒ��ҡ�������۶Աȡ�����⣺��Ʒ����������·ϸ�Ҷ̣���ӹ��ۼ�����ָ����α������谭�У�����ֲڶ�Ϊ0.35���ң���ԭ����������·ϸ�����ӹ��ۼ����Կɼ�����α������谭�У�����ֲڶ�Ϊ0.7���ҡ�
��Ʒ��
ԭ��
ͼ2ҡ�������۶Ա�
��һ���Ľ�����֯�����Ա���ͼ3��ʾ����Ʒ��������Ϊ��״̼����+�ػ�������+�������������+������̼��С����+������϶��ԭ��������Ϊ��״̼����+��״�ػ�������+�ʻ������� +���������+������̼��С����+��϶���ӽ�����֯�Ա��пɷ��֣�ԭ�����Ⱦ�Ʒ�������˴�������壬����ԭ�����ػ���ȫ���µĴ�������������������������Ӳ�Ⱥܸ�(2)����������֯����γɡ����С������������Ÿ�β���档��Ʒ���ƿ��ԭ����������֯ϸС���ܣ����ҷֲ����ȣ���Խ���ĥ�����档