大型原油储罐底板埋弧焊加碎丝焊接难点及对策
内容简介
 材料与焊接
材料与焊接石油化工设备技术,2017,38(3)・59, Petro-Chemical Equipment Technology
大型原油储罐底板埋弧焊加碎丝
焊接难点及对策
张育卓
(中石化第十建设有限公司,山东青岛255400)
摘要:大型原油储罐底板焊接采用理弧焊加碎丝焊接工艺能大大提高焊接效率、有效的控制焊接变形和焊接热输入,在大型原油储罐底板婵接施工中得到了广泛使用。但此工艺在焊接过程中非常容易出现碑丝不能完全熔化的“层间未熔合”缺陷,给原油储罐底板焊接质量留下隐恶。通过研究并结合多年的施工经验,对此缺陷进行分析并反复试验,最终制定出合理的焊接工艺,保证了储罐底板焊缝焊接质量和焊接进度。
关键词:埋孤焊碑丝层间未熔合
doi:10.3969/j.issn.1006―8805.2017.03.015
大型原油储罐的底板焊接一般采用埋弧焊,
并在焊道中添加碎丝,以提高焊接效率。但焊接时焊缝中碎丝添加量较多,容易出现碎丝未能完全熔化的未焊透、未熔合缺陷;碎丝添加量较少,又容易造成焊塌、烧穿及焊缝成形不饱满。同时焊接完成后,受储罐底板施工特殊的条件限制,只能采用真空试漏的方法来进行检测,不能进行射线探伤,焊缝内部的焊接缺陷不能有效的检测和排除。
所以底板焊接过程中,焊接质量的好坏以及
避免内部缺陷的产生要靠焊接过程中焊道中添加碎丝的多少,如何正确掌握电流电压的配比和焊接速度的控制,是底板埋弧焊加碎丝焊接工艺的关键。
1焊接工艺难点
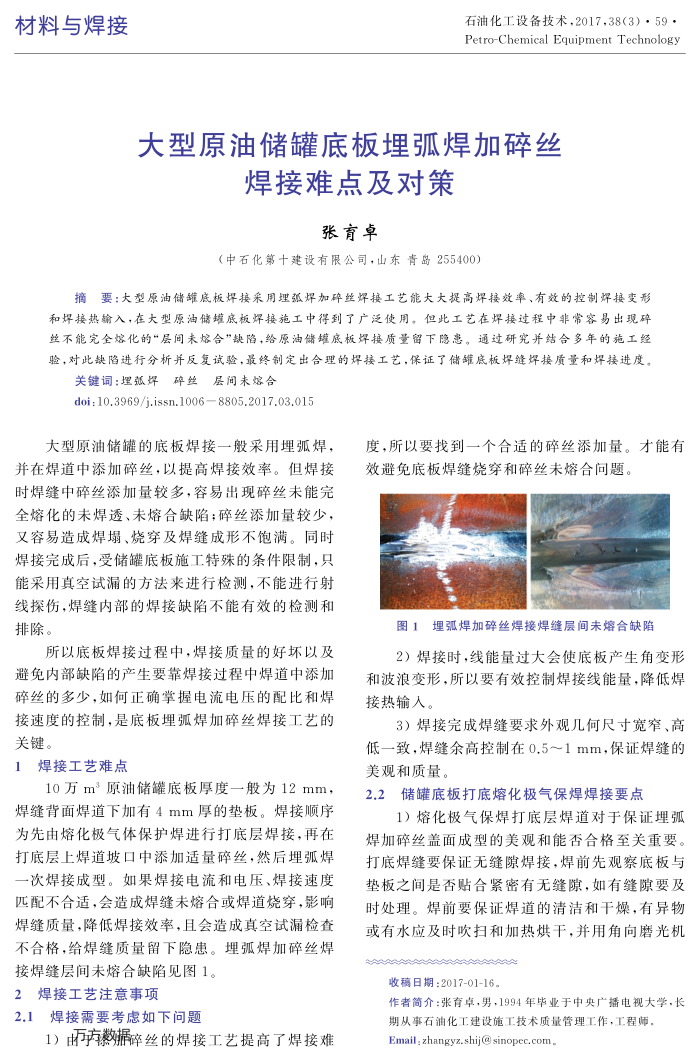
10万m3原油储罐底板厚度一般为12mm,焊缝背面焊道下加有4mm厚的垫板。焊接顺序为先由熔化极气体保护焊进行打底层焊接,再在打底层上焊道坡口中添加适量碎丝,然后埋弧焊一次焊接成型。如果焊接电流和电压、焊接速度匹配不合适,会造成焊缝未熔合或焊道烧穿,影响焊缝质量,降低焊接效率,且会造成真空试漏检查不合格,给焊缝质量留下隐患。埋弧焊加碎丝焊
接焊缝层间未熔合缺陷见图1。 2焊接工艺注意事项
2.1焊接需要考虑如下问题
1)由数据碎丝的焊接工艺提高了焊接难
度,所以要找到一个合适的碎丝添加量。才能有效避免底板焊缝烧穿和碎丝未熔合问题。
图1埋弧焊加碎丝焊接焊缝层间未熔合缺陷
2)焊接时,线能量过大会使底板产生角变形和波浪变形,所以要有效控制焊接线能量,降低焊接热输入。
3)焊接完成焊缝要求外观几何尺寸宽窄、高低一致,焊缝余高控制在0.5~1mm,保证焊缝的美观和质量。
2.2储罐底板打底熔化极气保焊焊接要点
1)熔化极气保焊打底层焊道对于保证埋弧焊加碎丝盖面成型的美观和能否合格至关重要。打底焊缝要保证无缝隙焊接,焊前先观察底板与垫板之间是否贴合紧密有无缝隙,如有缝隙要及时处理。焊前要保证焊道的清洁和干燥,有异物或有水应及时吹扫和加热烘干,并用角向磨光机
收稿日期:2017-01-16。
作者简介:张育卓,男,1994年毕业于中央广播电视大学,长
期从事石油化工建设施工技术质量管理工作,工程师, Email zhangyz.shij@sinopec.com.