����ǰ��λ�ã���ҳ>��������>LF¯�ְ�ȫ���Զ��ӽҸǵ�Ӧ���о�
LF¯�ְ�ȫ���Զ��ӽҸǵ�Ӧ���о�
���ݼ��
 �Ƽ���̳
�Ƽ���̳¯�ְ�ȫ���Զ��ӽҸǵ�Ӧ���о� TE
�½���
������ʡ���֣�����)�������ι�˾����������365000��
�� 81 -
�¸��������ĵ����������ڳ��ȵĻ���Һһ�廯����������ְ�ȫ���Զ��ӽ߸Ǽ�����Ӧ�á������˸ְ�ȫ���Զ��ӽ���Ĺ������̣������е�ṹ��Һѹϵͳ�͵������Ƶ���ơ�Ӧ���о��������øְ�ȫ���Զ��ӽҸ��豸���нṹ�����пɿ����������㡢����Ч�ʸߡ�ά���ʵ͵��ص㣬����LF¯�Ը�ˮ���¡����ܽ��ĵ���������
�ؼ��ʣ�LF¯���ְ��ӽҸǣ�ȫ���Զ������ܽ��ģ�Ӧ���о�
����ʡ��ͭ(����)�������ι�˾(��ƣ���������)���ֳ�ԭ�е����ֹ��������У�����ʢװ��ˮ�ĸְ���Ҫת����ת¯��LF����¯������������֮�䣬�ְ�������ת�˹����У����������������ת̨�ϵļ����Ӹǣ��ְ��İ���ʼ�մ���ɢ��״̬��Ϊ�˴��ڽ϶����ˣ��ְ�װ����ˮʱ����ʧ���Ϊ1һ2C/mn����˸ְ�������ת�˹����У���ˮ���¶Ƚ��½�30~40C/min���հ�ʱ���ĵķ���ɢ���ٶȽ���Ϊ���磬���Ͱ���
���Ĵ���ȼ����������ת�ĸְ�����Ԥ�ȣ���������ˮ�����ӱ��¼��������������Ͻ𣬴Ӷ���������ҵ�������ɱ�����ˮ�ڰ��������²��
���������������������Ա������õ�������������֮�����ְ��İ���ʼ�մ���ɢ��״̬����������ʧ���������ܣ���������Ϊ��߸�ˮ�¶�������������ɱ���ͬʱ���̸ְ���ʹ����������������������������
���Ÿְ��ӸǼ����ķ�չ������ҵ���ܽ������������������ٸְ�����ʧ��Ϊ���ֹ���ܽ��ĵ���Ҫ����ָ��֮һ��Ϊ�˸����������ֳ���������������������ˮ�ޡ���ˮ���ӽҸǼ����Ļ����ϣ����ʵ�������������̣����ó���Ļ���Һһ�廯�������з���LF����¯�ְ�ȫ���Զ��ӽҸǼ����������ü����ɹ���Ӧ���ھ��������У���Ƴ��ְ�ȫ���Զ��ӽҸdz����豸�����豸���нṹ�ɿ�������ƽ�ȡ��������㡢ά��������С������Ч�ʸߵ��ص㣬����LF¯�Ը�ˮ���¡����ܽ��ĵ���������
1��е�ṹ
Ŀǰ�����������ֳ�����ϵͳ�������豸��Ҫ��3��120��ת¯ 2��˫��λLF����¯��3̨��������3��ת¯���Ų����ڶ���ϵͳ�������м䣬��2��˫��λLF����¯��ԳƷֲ���ת¯���࣬2������¯��˫��λ�ֱ���ͬһ���ְ������������LF����¯���ֳ����ü��������������ƽ����ʽ�ְ�ȫ���Զ��ӽҸǻ�����
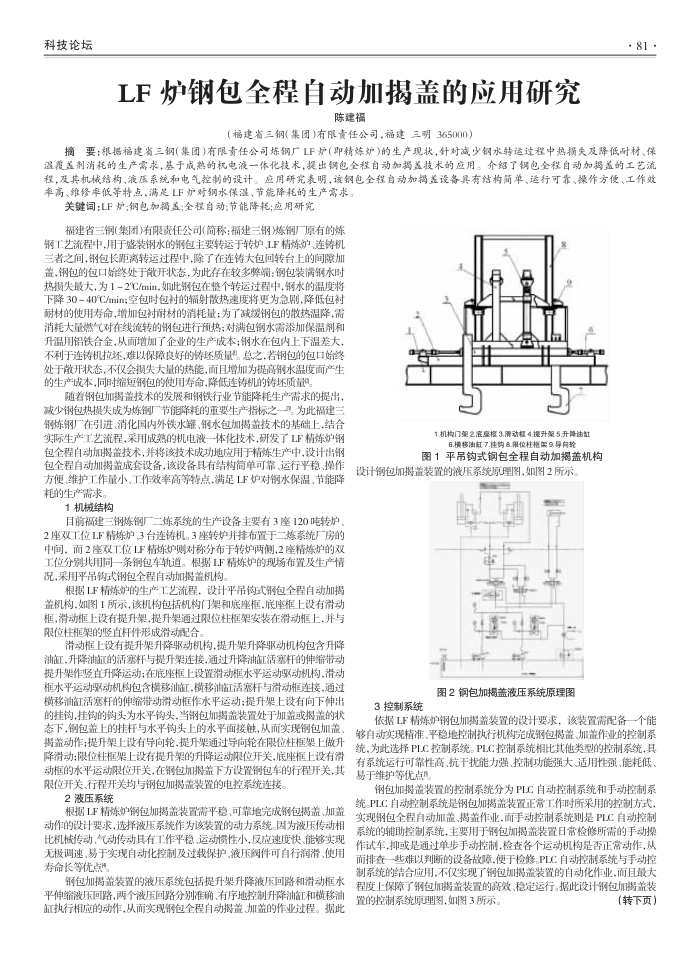
����LF����¯�������������̣����ƽ����ʽ�ְ�ȫ���Զ��ӽҸǻ�������ͼ1��ʾ���û������������żܺ͵��������������л��������������������ܣ�������ͨ����λ����ܰ�װ�ڻ������ϣ�������λ����ܵ���ֱ�˼��γɻ������
�����������������������������������������������������������ף������Ļ����������������ӣ�ͨ�����������˵�������������������ֱ�����˶����ڵ����������û�����ˮƽ�˶���������.������ˮƽ�˶������������������ף������������뻬�������ӣ�ͨ�������������˵�����������������ˮƽ�˶�����������������������Ĺҹ����ҹ��Ĺ�ͷΪˮƽ��ͷ�����ְ��ӷѸ�װ�ô��ڼӸǻ���ǵ�״ѧ��Ƕ����������������е����֣�������ͨ������������λ���������������������λ����������������ܵ������˶���λ���أ������������л������ˮƽ�˶���λ���أ��ڸְ��ӽҸ��·����øְ������г̿��أ�����λ���ء��г̿��ؾ���ְ��ӽҸ�װ�õĵ��ϵͳ���ӡ�
2Һѹϵͳ
����LF����¯�ְ��ӽҸ�װ����ƽ�ȡ��ɿ�����ɸְ��Ҹǡ��ӸǶ��������Ҫ��ѡ��Һѹϵͳ��Ϊ��װ�õĶ���ϵͳ����ΪҺѹ������Ȼ�е�����������������й���ƽ�ȡ��˶�����С����Ӧ�ٶȿ졢�ܹ�ʵ�������١�����ʵ���Զ������Ƽ����ر�����Һѹ�ļ���������ʹ�����������ŵ㡣
�ְ��ӽҸ�װ�õ�Һѹϵͳ��������������Һѹ��·�ͻ�����ˮƽ����Һѹ��·��������ѹ��·�ֱ�ȷ������ؿ��������ͺ�����ִ����Ӧ�Ķ������Ӷ�ʵ�ְָ�ȫ���Զ��ҸǼӸǵ���ҵ���̡��ݴ�
0
1.�����ż�2.������3.����Ȩ4.������5.������ 6.������7.��Լ8.��λ�����9.������
ͼ1ƽ����ʽ�ְ�ȫ���Զ��ӽҸǻ���
��Ƹְ��ӽҸ�װ�õ�Һѹϵͳԭ��ͼ����ͼ2��ʾ��
ͼ2�ְ��ӽҸ�Һѹϵͳԭ��ͼ
3����ϵͳ
����LF����¯�ְ��ӽ߸�װ�õ����Ҫ��װ�����䱸һ���ܹ��Զ�ʵ�־���ƽ��������ִ�л�����ɸְ��Ҹǡ��Ӹ���ҵ�Ŀ���ϵͳ��Ϊ��ѡ��PLC����ϵͳ��PLC����ϵͳ����������͵Ŀ���ϵͳ������ϵͳ���пɿ��Ըߡ�����������ǿ�����ƹ���ǿ��������ǿ���ܺĵ͡�����ά�����ŵ�ͼ
�ְ��ӽҸ�װ�õĿ���ϵͳ��ΪPLC�Զ�����ϵͳ���ֶ�����ϵͳ��PLC�Զ�����ϵͳ�Ǹְ��ӽҸ�װ����������ʱ�����õĿ��Ʒ�ʽ��ʵ�ְָ�ȫ���Զ��Ӹǡ��Ҹ���ҵ.���ֶ�����ϵͳ����PLC�Զ�����ϵͳ�ĸ�������ϵͳ����Ҫ���ڸְ��ӽҸ�װ���ճ�����������ֶ������Գ����ֻ���ͨ�������ֶ����ƣ��������˶������Ƿ������������Ӷ��Ų�һЩ�����жϵ��豸���ϣ����ڼ��ޡ�PLC�Զ�����ϵͳ���ֶ�����ϵͳ�Ľ��Ӧ�ã�����ʵ���˸ְ��ӽҸ�װ�õ��Զ�����ҵ���������̶��ϱ����˸ְ��ӽ߸�װ�õĸ�Ч���ȶ����С��ݴ���Ƹְ��ӽ߸�װ
�õĿ���ϵͳԭ��ͼ����ͼ3��ʾ��
��ת��ҳ��