内容简介
 总第162期 2016年第10期
总第162期 2016年第10期机械分析与设计
机械管理开发
MECHANICALMANACEMENT
AND
DEVELOPMENT
Total 162 No.10,2016
DOI:10.16525/j.cnki.cn141134/th.2016.10.25
齿轮钻模的改进
张世旺
(中国重汽集团大同齿轮有限公司,山西大同037305)
摘要:基于所设计的钻模工装加工工件后所测量位置度数据与图纸要求存在一定差距的现象,经过分析发现此钻模工装的定位长足不足、压紧力不均匀,造成工件加工时发生变形,导致孔位置度超差。通过增加定位、压紧工件,最终解决了位置度超差问题。
关键词:工装位置度压紧力齿轮钻模
中图分类号:TG52
引言
文献标识码:A
随着科技的发展,人们的生活、生产方式已发生了翻天覆地的变化。作为机械化设备,各种动力、传动、变速机构都是由齿轮组成的,齿轮质量的好坏直接决定着整机的性能、精度和自动化的程度。有些齿轮由于自身的结构特征,在加工孔系时,很难满足这些孔与某些基准的形位公差要求。这就对加工时的工装提出了特殊的要求,以满足齿轮的尺寸,达到正
确装配,从而保证整机的使用性能要求。 1原钻模工装结构
如图1所示,工件由心轴定位,通过插销卡住一
个齿后,最后拧紧螺母带动钩形压板下移压紧工件,从而实现工件的定位夹紧。由图2可知,钩形压板两端各一个。
指销美医格室提司
图1钻模主视图右侧为配套钩形压板图)
钻模工装在加工工件时存在的问题 2
1)由于工件被定位外圆长度只有6mm,定位比较短。
2)两端钩形压板在压紧过程时,由于单个分别
压紧,导致压紧力不均匀。收稿日期:2016-07-21
作者简介:张世旺(1986―一),男,山西大同人,本科,助理工程师,现就职于中国重汽集团大同齿轮有限公司工艺部,从事齿
轮工艺设计工作。万方数据
文章编号:1003-773X(2016)10-0055-02
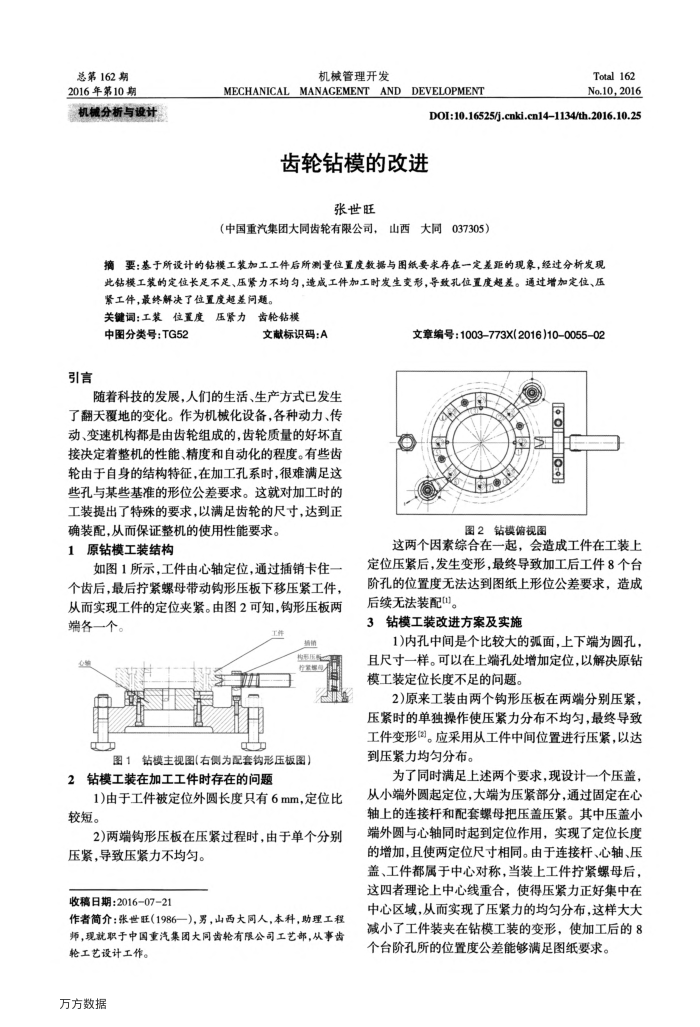
o lo
图2钻模储视图
这两个因素综合在一起,会造成工件在工装上定位压紧后,发生变形,最终导致加工后工件8个台阶孔的位置度无法达到图纸上形位公差要求,造成
后续无法装配"。 3
钻模工装改进方案及实施
1)内孔中间是个比较大的弧面,上下端为圆孔,且尺寸一样。可以在上端孔处增加定位,以解决原钻模工装定位长度不足的问题。
2)原来工装由两个钩形压板在两端分别压紧,压紧时的单独操作使压紧力分布不均匀,最终导致工件变形)。应采用从工件中间位置进行压紧,以达到压紧力均匀分布。
为了同时满足上述两个要求,现设计一个压盖,从小端外圆起定位,大端为压紧部分,通过固定在心轴上的连接杆和配套螺母把压盖压紧。其中压盖小端外圆与心轴同时起到定位作用,实现了定位长度的增加,且使两定位尺寸相同。由于连接杆、心轴、压盖、工件都属于中心对称,当装上工件拧紧螺母后,这四者理论上中心线重合,使得压紧力正好集中在中心区域,从而实现了压紧力的均匀分布,这样大大减小了工件装夹在钻模工装的变形,使加工后的8 个台阶孔所的位置度公差能够满足图纸要求。
上一章:某深沟球轴承失效分析
下一章:支柱孔滚子加工工艺及工装的改进