����ǰ��λ�ã���ҳ>��������>����Һѹ����������ȼ�ѹģ���
����Һѹ����������ȼ�ѹģ���
���ݼ��
 ��41����9�� Vol. 41No. 9
��41����9�� Vol. 41No. 9ѹ����
FORGING & STAMPING TECHNOLOGY
����Һѹ����������ȼ�ѹģ���
�����ԣ��·�ΰ����Ц�㣬��־��
���ٴ���
����������ҵ��ѧ���繤��ѧԺ��������������150001)
2016��9�� Sep-2016
ժҪ�����������������ǽṹ�ص㣬ͨ�����շ������ͨ������ѹ�Ͳ���ѹ���Ϲ���ʵ���ȼ�ѹһ�γ��ε��¹��յĽ�����������·�ߣ�����˼���������ȼ�ѹģ�ߡ�ģͷ������ƽ������ƣ����Խ��͵�λ��ѹ������ģ���ü�ѹ��ͼ�ѹ��ģ����Ͻṹ�����Խ����ģ�ӹ����������⼰ʹ���������ж�ϣ���������ģ�ߵĽṹԭ������ԭ����Ϊȷ��ģ�߷����ȼ�ѹʵ���Ҫ��ģ�ߵĹؼ��������������۷����ͼ��㣬��ͨ��ʵ�鷽�����γ��˱���⻬��ȱ�ݡ��ߴ羫�Ⱥ���ѧ���ܾ�����Ҫ���Ͳ�μ���ʵ���������˸ù��շ�����ģ�߽ṹ��ƵĿ����Ժ�ʵ���ԡ�
�ؼ��ʣ���������ǣ��ȼ�ѹ���գ�һ�γ��Σ�ģ����ƣ�������© DOI: 10. 13330/j. issn. 1000-3940. 2016. 09, 019
��ͼ����ţ�TG376.2
���ױ�ʶ�룺A
���±�ţ�1000-3940��2016��09-0096-05
Hot extrusion die design of an automobile shock absorber shell
Wang Shaochun, Zhang Xiaohui, Chen Fengwei, Wang Xiaoxiang, Cai Zhigang(School of Electromechanical Engineering, Harbin Institute of Technology, Harbin 150001 , China)
Abstract: For the structure characteristics of the automobile shock absorber shell, the solutions and design route of the new process, which realized the hot extrusion integral forming by composite process of forward extrusion and lateral extrusion, were put forward by form ing proess analysis, and the hot extrusion die of the shock absorber shell was designed. Furthermore, the head of punch was designed as a flat botomed eone, and the unit extrusion pressure was reduxced. The die was designed as the composite structure of extnusion container and extrusion die to solve the problem of the manufacturing technology of die and the convenient withdrawal of the part. Then, the struc-ture principle and working principle of the die were discussed to ensure the die to satisfy the requirements of the hot extrusion experiment. A theoretical analysis and calculation of key components of the die were carried out. And through the experimental method, the cylindrical part is with smooth surface and without defects, its size aceuracy and mechanical properties in line with the requirements were formed out.
The experimental results show that the process scheme and the die structure design are feasible and practical. Key words: ahsorber shell ; hot extrusion process; one-step foming; die design; welding seam
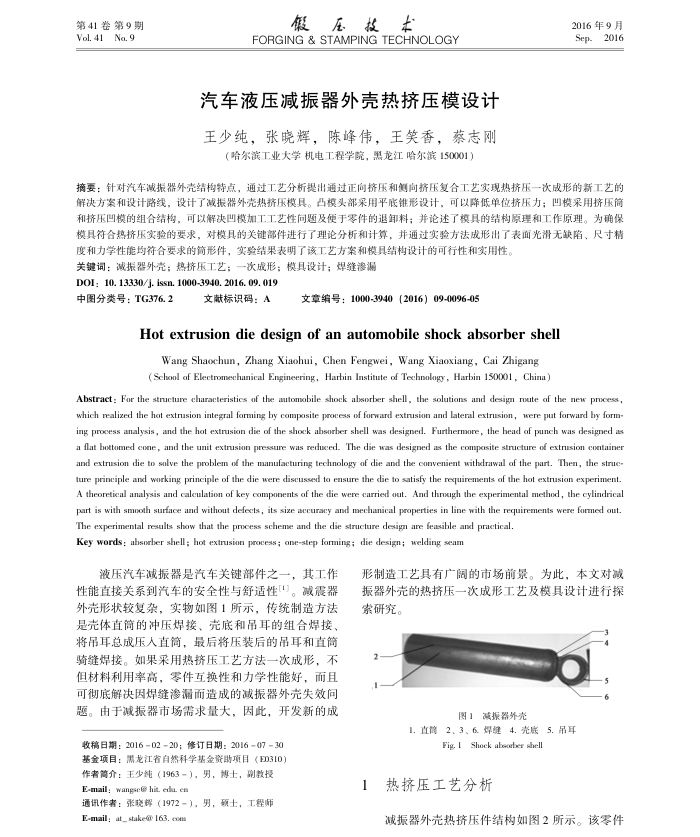
Һѹ�����������������ؼ�����֮һ���乤������ֱ�ӹ�ϵ�������İ�ȫ����������")�������������״�ϸ��ӣ�ʵ����ͼ1��ʾ����ͳ���췽���ǿ���ֱͲ�ij�ѹ���ӡ��ǵ͵�������Ϻ��ӡ��������ܳ�ѹ��ֱ�����ѹװ��ĵ�����ֱͲ��캸�ӡ���������ȼ�ѹ���շ���һ�γ��Σ��������������ʸߣ���������Ժ���ѧ���ܺã����ҿɳ��������©����ɵļ��������ʧЧ���⡣���ڼ������г�����������ˣ������µij�
�ո����ڣ�20160220�������ڣ�20160730 ������Ŀ��������ʡ���ȿ�ѧ����������Ŀ��E0310������飺���ٴ���1963-�����У���ʿ�������� E-mail: wangsc@ hit eda. en
ͨѶ���ߣ������ԣ�1972-�����У���ʿ������ʦ E-mail: at_stake@ 163. com
�����칤�վ��й������г�ǰ����Ϊ�ˣ����ĶԼ�������ǵ��ȼ�ѹһ�γ��ι��ռ�ģ����ƽ���̽���о���
ͼ1���������
1.ֱ��
2��3��6.����
4.�ǵ�
5.����
Fig. 1
Shock absoeber shell
1
�ȼ�ѹ���շ���
����������ȼ�ѹ���ṹ��ͼ2��ʾ�������