����ǰ��λ�ã���ҳ>��������>�ƶ�ƽ̨���彨�췽�����о�
�ƶ�ƽ̨���彨�췽�����о�
���ݼ��
 �豸����
�豸�����ƶ�ƽ̨���彨�췽�����о�
����ǿ(��ʯ��ʤ���ͽ���������˾
ɽ����Ӫ257000)
ժҪ��ƽ̨��ճ��ṹ�Ǻ������ʽƽ̨������Ҫ�����ṹ��һ��Ϊ���ͽṹ��ƽ̨��������ͳߴ硢ƽ��ȡ�ֱս�ȵľ��ȿ���һֱ�ǽ�������е��ѵ㡢�ص㡣�ֽ϶���á��ֶν��졢���庬��"�ķ������н��졣������Ҫ����ʤ����ҵ���ƽ̨�����彨������е��ص������Ŀ�Ͳ�ȡ�Ĵ�ʩ
�ؼ������ƶ�ƽ̨�������壻���ȿ��ƣ���Ͷ���죺����ϼ�
һ������
��ҵ���ƽ̨Ϊ��������ʽ��ҵƽ̨����������������Ϊ�����壬���������������ȣ�һ����������㹤��ˮ��5-25m�������Ҫ���ȵײ�����5.7mx5.7m�����˽���դѥ��ƽ̨����װ廮��Ϊ�������������������������豸
���ʹ���������ҵ��
���ݹ����ص����ҵ����Ļ�����������ƽ̨�����������������ṹ����4���ݲձں�6����ձڣ�������ƽ̨���廮
�ֳ����ɸ�ˮ�ܲգ��γɾ��кܴ�Ť���Ե�ƽ̨����ṹ���������ŷ���
����ƽ̨�ṹ��ʽ����������ڴ��ʹ���Ľ��쾭�飬ʤ����ҵ���ƽ̨�������"�ֶν��졢�����£"�ķ������н��졣
1.�ֶλ���ԭ��
���ƽ̨����ṹ�ص㡢���һ��������ƽ̨����״̬���ƶ�������ֶλ���ԭ��1���᳹"�ǡ���Ϳ"һ�廯���룬���ۺϿ��ǻ�����רҵ�Ļ����ϣ��������Ԥװ�ʣ�2��������֤���ҵ������ԣ����������ϵij�����ú�ʩ�����յ��ۺ�Ч�棻3��������ƽ̨�ṹ�������ԣ���3��Χ�����γ�����������ֶΡ�
2.�ֶλ���
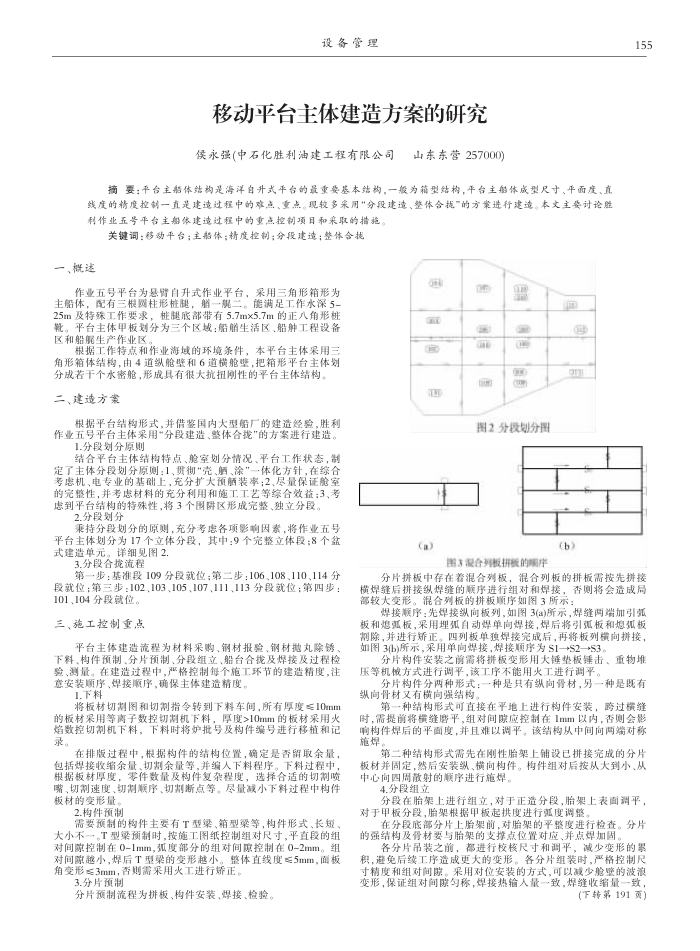
�˳ֶַλ��ֵ�ԭ��ֿ��Ǹ���Ӱ�����أ�����ҵ���ƽ̨���廮��Ϊ17������ֶΣ����У�9����������Σ�8����ʽ���쵥Ԫ����ϸ��ͼ2.
3.�ֶκ�£����
��һ��������109�ֶξ�λ���ڶ�����106��108��110��114�ֶξ�λ����������102��103��105��107��111��113�ֶξ�λ�����IJ���
101��104�ֶξ�λ������ʩ�������ص�
ƽ̨���彨������Ϊ���ϲɹ����ֲı��顢�ֲ�����������ϡ�����Ԥ�ơ���ƬԤ�ơ��ֶ���������̨��£�����Ӽ����̼��顢�������ڽ�������У��ϸ����ÿ��ʩ�����ڵĽ��쾫�ȣ�ע�ⰲװ˳����˳��ȷ�����彨�쾫�ȡ�
1.����
���������ͼ������ָ��ת�����ϳ��䣬���к����10mm �İ�IJ��õ������������ƻ����ϣ����>10mm�İ�IJ��û����������ƻ����ϣ�����ʱ��¯���ż�������Ž�����ֲ�ͼ���
���Ű�����У����ݹ����Ľṹλ�ã�ȷ���Ƿ���ȡ���������������������������������ȣ����������ϳ������Ϲ����У����ݰ�ĺ�ȣ�����������������ӳ̶ȣ�ѡ����ʵ��������졢�����ٶȡ�����˳�����ƶϵ�ȡ�������С���Ϲ����й�����ĵı�����
2.����Ԥ��
��ҪԤ�ƵĹ�����Ҫ��T��Ⱦ������Ⱦ�ȣ�������ʽ�����̴�С��һ��T����Ԥ��ʱ����ʩ��ͼֽ������Գߴ磬ƽֱ�ε���Լ�϶������0-1mm�����Ȳ��ֵ���Լ�ȿ�����0-2mm����Լ�϶ԽС������T�����ı���ԽС������ֱ�߶���5mm�����DZ��Ρ�3mm����������û��н�����
3.��ƬԤ��
��ƬԤ������Ϊƴ�塢������װ�����ӡ����顣
(a)
$
dae
ͼ2�ֹɵ���ͼ
(b)
��3�˺ϱ�ƴ������Ƭ
155
��Ƭƴ���д����Ż���а壬����а��ƴ���谴��ƴ�ӺẸ���ƴ���ݺ����˳�������Ժͺ��ӣ�������ɾֲ��ϴ���Ρ�����а���Ű�˳����ͼ3��ʾ��
����˳���Ⱥ���������У���ͼ3(a)��ʾ���������˼��������Ϩ���壬�������Զ������ӣ������������Ϩ��������������н��������а嵥��������ɺ��ٽ����к���ƴ�ӣ���ͼ3(b)��ʾ�����õ��ӣ�����˳��ΪS1��S2��S3
��Ƭ������װ֮ǰ�轫ƴ������ô�崸���������ѹ�Ȼ�е��ʽ���е�ƽ���ù������û��е�ƽ��
��Ƭ������������ʽ��һ����ֻ������Dzģ���һ���Ǽ�������Dz����к���ǿ�ṹ��
��һ�ֽṹ��ʽ��ֱ����ƽ���Ͻ��й�����װ��
������
ʱ������ǰ�����ĥƽ����Լ��Ӧ������1mm���ڣ������Ӱ�칹�������ƽ��ȣ��������Ե�ƽ���ýṹ���м������˶Գ�ʩ��
�ڶ��ֽṹ��ʽ�����ڸ���̥����������ƴ����ɵķ�Ƭ��IJ��̶���Ȼ��װ�ݡ�������������ԺӴ�С��������������ɢ���˳�����ʩ����
4.�ֶ�����
�ֶ���̥���Ͻ�����������������ֶΣ�̥���ϱ����ƽ�����ڼװ�ֶΣ�̥�ܸ��ݼװ��Ƚ������ȵ���
�ڷֶεײ���Ƭ��̥��ǰ����̥�ܵ�ƽ���Ƚ��м�顣��Ƭ��ǿ�ṹ���Dz�Ҫ��̥�ܵ�֧�ŵ�λ�ö�Ӧ�����㺸�ӹ̡�
����Ƭ��װ֮ǰ��������У�˳ߴ�͵�ƽ�����ٱ��ε��ۻ����������������ɸ���ı��Ρ�����Ƭ��װʱ���ϸ���Ƴߴ羫�Ⱥ���Լ�Ժ�����ö�λ��װ�ķ�ʽ�����Լ��ٲձڵIJ��˱��Σ���֤��Լ�����ƣ�������������һ�£�����������һ�£�
(��ת��191ҳ)