您当前的位置:首页>论文资料>焊缝中产生白点的原因及改进措施
内容简介
 APPLICATION&MAINTENANCE/应用与维修
APPLICATION&MAINTENANCE/应用与维修焊缝中产生白点的原因及改进措施 ■孙泉华
在一次针对流动式起重设备结构件进行焊接工艺评定时,评定人员发现拉伸试件焊缝断裂,焊缝断口处有白点。针对这一质量缺陷,该焊接工艺被评定为不合格。我们结合生产实际,对焊缝中白点形成原因进行分析,并制定了有针对性的工艺措施,确保了该种起重设
备结构件的制造质量。 1.原焊接工艺
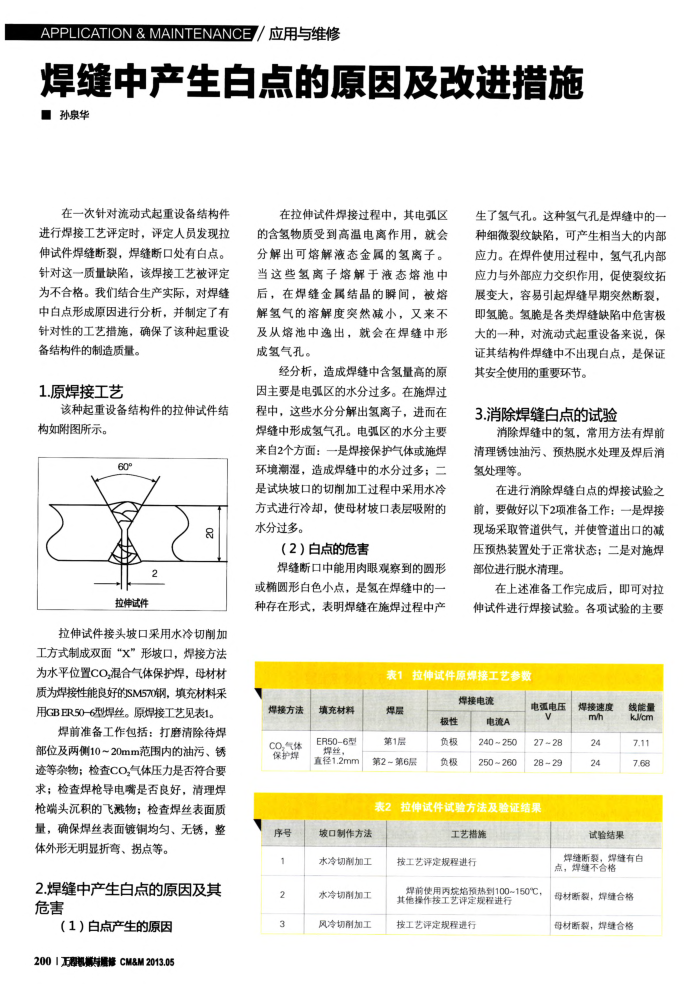
该种起重设备结构件的拉伸试件结构如附图所示。
60°
拉试件
拉伸试件接头坡口采用水冷切削加工方式制成双面“x”形坡口,焊接方法为水平位置CO,混合气体保护焊,母材材质为焊接性能良好的SM570钢,填充材料采用GBER50-6型焊丝。原焊接工艺见表1。
焊前准备工作包括:打磨清除待焊部位及两侧10~20mm范围内的油污、锈迹等杂物;检查CO,气体压力是否符合要求;检查焊枪导电嘴是否良好,清理焊枪端头沉积的飞物:检查焊丝表面质量,确保焊丝表面镀铜均匀、无锈,整体外形无明显折弯、拐点等。
2.焊缝中产生白点的原因及其危害
(1)白点产生的原因 2001万股机花照修CM&M2013.05
在拉伸试件焊接过程中,其电弧区的含氢物质受到高温电离作用,就会分解出可熔解液态金属的氢离子。当这些氢离子熔解于液态熔池中后,在焊缝金属结晶的瞬间,被熔解氢气的溶解度突然减小,又来不及从熔池中逸出,就会在焊缝中形成氢气孔。
经分析,造成焊缝中含氢量高的原因主要是电弧区的水分过多。在施焊过程中,这些水分分解出氢离子,进而在焊缝中形成氢气孔。电弧区的水分主要来自2个方面:一是焊接保护气体或施焊环境潮湿,造成焊缝中的水分过多;二是试块坡口的切削加工过程中采用水冷方式进行冷却,使母材坡口表层吸附的水分过多。
(2)自点的危害
焊缝断口中能用肉眼观察到的圆形或椭圆形白色小点,是氢在焊缝中的一种存在形式,表明焊缝在施焊过程中产
生了氢气孔。这种氢气孔是焊缝中的一种细微裂纹缺陷,可产生相当大的内部应力。在焊件使用过程中,氢气孔内部应力与外部应力交织作用,促使裂纹拓展变大,容易引起焊缝早期突然断裂,即氧氢脆。氢脆是各类焊缝缺陷中危害极大的一种,对流动式起重设备来说,保证其结构件焊缝中不出现白点,是保证其安全使用的重要环节。
3.消除焊缝白点的试验
消除焊缝中的氢,常用方法有焊前清理锈蚀油污、预热脱水处理及焊后消氯处理等。
在进行消除焊缝白点的焊接试验之前,要做好以下2项准备工作:一是焊接现场采取管道供气,并使管道出口的减压预热装置处于正常状态;二是对施焊部位进行脱水清理。
在上述准备工作完成后,即可对拉伸试件进行焊接试验。各项试验的主要
表1拉伸试件原焊接工艺参数
焊接电流
焊接方法 co,气体保护焊
序号 2 3
填充材料 ER50-6型焊丝直径1.2mm
焊层
极性
第1层第2~第6层
负极负极
电流A 240~250 250~260
电弧电压
焊接速度 m/h
27~28 28~29
表2拉伸试件试验方法及验证结果
坡口制作方法水冷切削加工水冷切削加工风冷切削加工
工艺措施
按工艺评定规程进行
焊前使用两烷焰预热到100~150℃,
其他提作接工艺评定规程进行按工艺评定规程进行
24 24
试验结果
线能量 kJ/cm
7.11 7.68
焊缝断聚,焊缝有白点,焊缝不合格
母材断裂,焊缝合格母材断裂,焊缝合格
上一章:内燃机油使用中质量分析与发动机故障诊断
下一章:混凝土泵车发动机烧机油的原因