您当前的位置:首页>论文资料>军机薄壁结构损伤超声跨态处理新工艺
内容简介
 第37卷第10期 2016年10月
第37卷第10期 2016年10月焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.37No.10 October2016
军机薄壁结构损伤超声跨态处理新工艺
刘浩东,胡芳友,,戴京涛,崔爱永,李洪波,黄飞
(1.海军航空工程学院青岛校区航空机械系,青岛266041;
2.中国石油大学(华东)储运与建筑工程学院,青岛266580;3.海军装备部动力局,北京100071)
摘要:提出超声跨态处理(UPPW)控制激光焊接军机薄壁结构残余应力和变形的新方法。在激光焊接过程中,通过辅加超声振动场,影响激光熔池的形成、流动和凝固等几个关键跨态转变阶段及焊缝的高温超塑性固态相变阶段,达到改善焊缝凝固组织,控制焊接变形,缓释残余应力,提高接头力学性能以及减少裂纹等缺陷的目的。结果表明,UPPW工艺可以显著降低飞机薄壁焊件的残余应力和变形,在合适的工艺参数下能够使1.5mm厚TC4航空钛合金薄板焊接件的残余变形降至常规焊接变形量的50%左右,显微组织晶粒度提高约1个级别,且组织形态更加均匀
关键词:超声跨态处理;TC4;薄板焊接;残余应变;晶粒度
中图分类号:TG404 0序言
文章编号:0253360X(2016)10007704
文献标识码:A
1超声跨态处理装置及工艺机理
由于空间狭小,航母舰载机在移动过程中,极易发生碰撞损伤,同时舰载机承力结构服役环境恶劣,受到交变载荷和海洋腐蚀的综合作用,极易发生腐疲劳裂纹:在舰面保障条件下,无法拆卸的大尺计损伤结构件原位焊接修理后,焊缝的残余应力难以消除,残余变形大,焊接质量难以稳定.在焊接修复件的继续服役中,易在焊趾处萌生新裂纹,呈越修越严重的不良局面"】
钛合金具有高强度、高比强度以及较好的耐蚀性能,在现代航空航天和国防领域以及国家经济建设中扮演着越来越重要的战略角色2-4},该合金具有优异的综合性能,主要用来作为飞机结构的加强框、梁、接头耳片以及壁板等重要承力构件
激光焊接以其热影响区小,质量稳定,焊接变形小,自动化程度高以及可实现难焊材料的焊接等优点3,被广泛应用于飞机、汽车、船舶等的制造领域,但是,激光的高功率密度热输人将形成不均匀的热力学效应;同时,熔池的分层快速凝固和基材的约束作用,将导致焊接变形和残余应力的产生,另外,激光熔池的凝固时间极短,且凝固过程不存在促进熔池流动的外力条件,使焊缝的凝固组织极不平衡并
易于出现可诱发微裂纹的缺陷收稿日期:2014-10-19
基金项目:国家自麟疆学基金资助项目(50804053);海军航空工程
整究生创新基金资助项目(20121009)
超声跨态处理装置
1.1
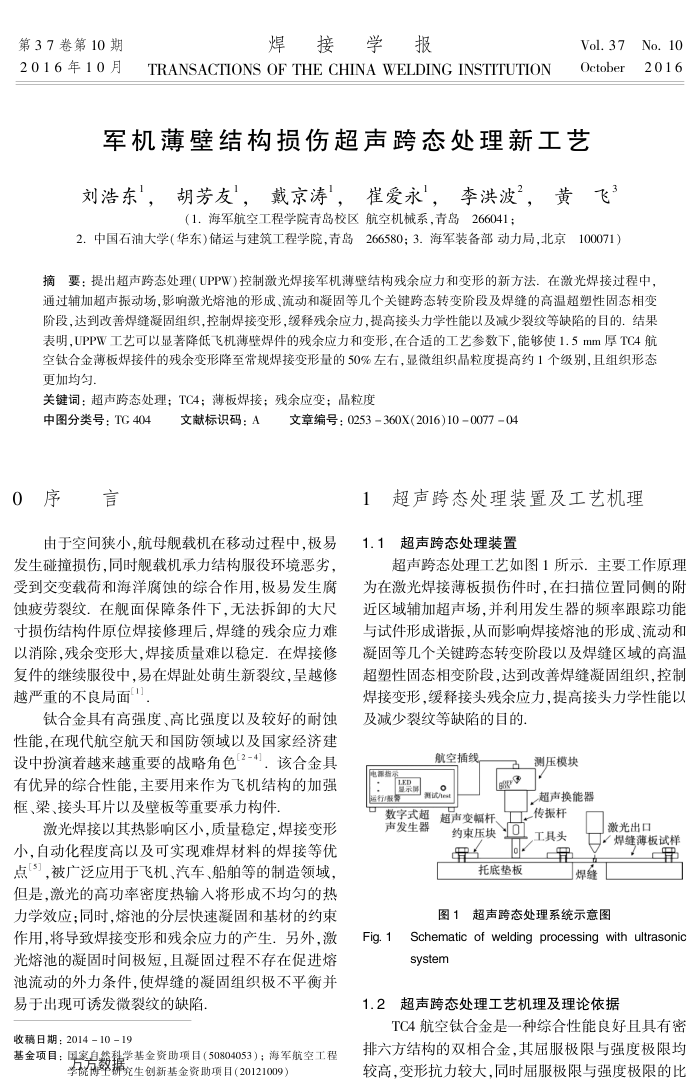
超声跨态处理工艺如图1所示.主要工作原理为在激光焊接薄板损伤件时,在扫描位置同侧的附近区域辅加超声场,并利用发生器的频率跟踪功能与试件形成谐振,从而影响焊接熔池的形成、流动和凝固等几个关键跨态转变阶段以及焊缝区域的高温超塑性固态相变阶段,达到改善焊缝凝固组织,控制焊接变形,缓释接头残余应力,提高接头力学性能以及减少裂纹等缺陷的目的
航空插线
LED
行服务
数字式超声发生器
the
2测压模块超声换能器
-传振杆
超声变幅杆、约束压块
工具头
托底垫板
激光出口
/焊缝薄板试样
e
焊缝
图1超声跨态处理系统示意图
Schematic of welding processing with ultrasonic
Fig.1
system
1.2超声跨态处理工艺机理及理论依据
TC4航空钛合金是一种综合性能良好且具有密排六方结构的双相合金,其屈服极限与强度极限均较高,变形抗力较大,同时届服极限与强度极限的比