您当前的位置:首页>论文资料>减速顶热处理开裂原因分析及措施
内容简介
 第36卷第3期 2015年6月
第36卷第3期 2015年6月失效分析・
热处理技术与装备
RECHULI JISHUYUZHUANGBEI
减速顶热处理开裂原因分析及措施
岳峰,刘年富,黄翠玲
(广东韶钢制造管理部,广东韶关512123)
Vol.36,No.3 Jun,2015
摘要:圆钢加工成的减速顶零件半成品,综合分析研究了热处理后开裂样品的裂纹宏观形貌、化学成分和金相组织等。结果表明,萍火工艺不当是减速顶半成品热处理开裂的主要原固,并提出预防措施。
关键词:减速项;热处理;开裂;原因;措施
中图分类号:TG157文献标志码:A
文章编号:1673-4971(2015)03-0034-03
ReasonsAnalvsisandMeasuresonHeat-treatment
CrackingforDecelerationTop YUE Feng,LIU Nian-fu, HUANG Cui-ling
(The Department of Manufacturing Management in Shaoguan Iron & Steel, Shaoguan Guangdong 512123, China) Abstract:For the semi-finished product of deceleration top processed by steel rod macro morphology, chemical composition and microstructure of cracking samples after heat treatment are analyzed. The results show that the improperquenching is the main reason ofheat treatment cracking of deceleration top,and the prevention measures are put forward.
Key words: deceleration top; heat treatment; cracking; reason; measures
40Cr钢作为机械制造业使用最广泛的钢种之一,经过不同的热处理可以获得不同的性能,满足不同要求的用途。但是,如果热处理控制不当,会产生裂纹、变形量超标、组织性能不合格等各种热处理缺陷,其中裂纹是最常见的热处理缺陷,由于产生后不可挽救,对材料后续加工使用影响较大(1]。
某机加工企业使用我司生产的75mm规格的 40Cr圆钢,经锯切下样→退火→+钻孔→车加工→+热处理(860℃/10min,盐水,低温回火)等工序加工成减速顶零件(以下简称零件)半成品后出现开裂现象,造成大量的废品。为查明原因并防止此类间题再现,技术人员结合客户加工工艺对存在裂纹的零件进行取样分析研究。
收稿日期:2015-03-19
1裂纹样检测分析
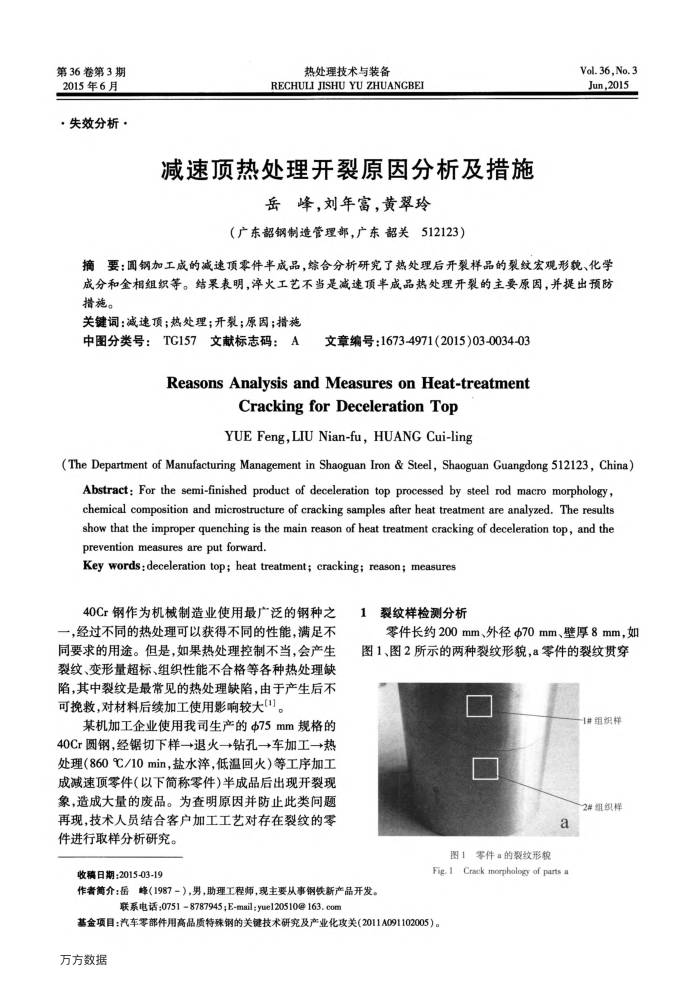
零件长约200mm、外径70mm、壁厚8mm,如图1、图2所示的两种裂纹形貌,a零件的裂纹贯穿
1#组织样 2#组织样
a
图1零件的裂纹形貌
Fig. 1Crack morphology of parts a
作者简介:岳峰(1987-),男,助理工程师,现主要从事钢铁新产品开发。
联系电话:07518787945E-mail:yue120510@163.0om
基金项目:汽车零部件用高品质特殊钢的关键技术研究及产业化攻关(2011A091102005)。万方数据
上一章:内燃机气门的新型液体软氮化盐浴――TJ-3氮碳共渗基盐
下一章:钢的加热转变(二)