您当前的位置:首页>论文资料>轴承密封槽车削工装的改进
内容简介
 第37卷第4期 2016年12月
第37卷第4期 2016年12月哈
尔
JOURNALOF
滨
轴
承
HARBIN
BEARING
轴承密封槽车削工装的改进
聂学家,王喜滨,刘春志
Vol.37 No.4 Dee. 2016
(1.哈尔滨轴承集团公司技术改造部,黑龙江哈尔滨150036:2.哈尔滨轴承集团公司电机轴承分厂,黑龙江哈尔滨 150036;3.哈尔滨轴承集团公司制造技术部,黑龙江哈尔滨150036)
摘要:轴承密封槽结构特殊,尺寸精度高,加工难度大。为保证密封槽加工质量,对原有工装进行了改进,使排屑顺杨,减少了刀具的辜损和工件的划伤,节约了磨刀时间,提高了经济效益。
关键词:轴承;密封槽;围柄成型刀:刀夹;排属
中图分类号:TH133.33'1
文献标识码:B
文章编码:16724852(2016)04-002303
Improvementonturningtoolingofbearingsealinggroove
Nie Xuejia', Wang Xibin', Liu Chunzhi
( 1.Department of Technological Transformation, Harbin Bearing Group Corporation, Harbin 150036, China; 2. Electric Motor Bearing Sub-factory, Harbin Bearing Group Corporation, Harbin 150036, China; 3.Manufacturing Technology Department,Harbin Bearing Group Corporation, Harbin 150036, China )
Abstract: Bearing seal groove has the features of special structure, high precision and high processing difficulty. In order to ensure the sealing groove processing quality, the original tooling are improved to remove chip smoothly , reduce tooling wear and workpiece scratch ,save the grinding tool time and improve economic efficiency.
Key words: bearing; sealing groove round shank molding tool; tool clamp; removing chip
1前言
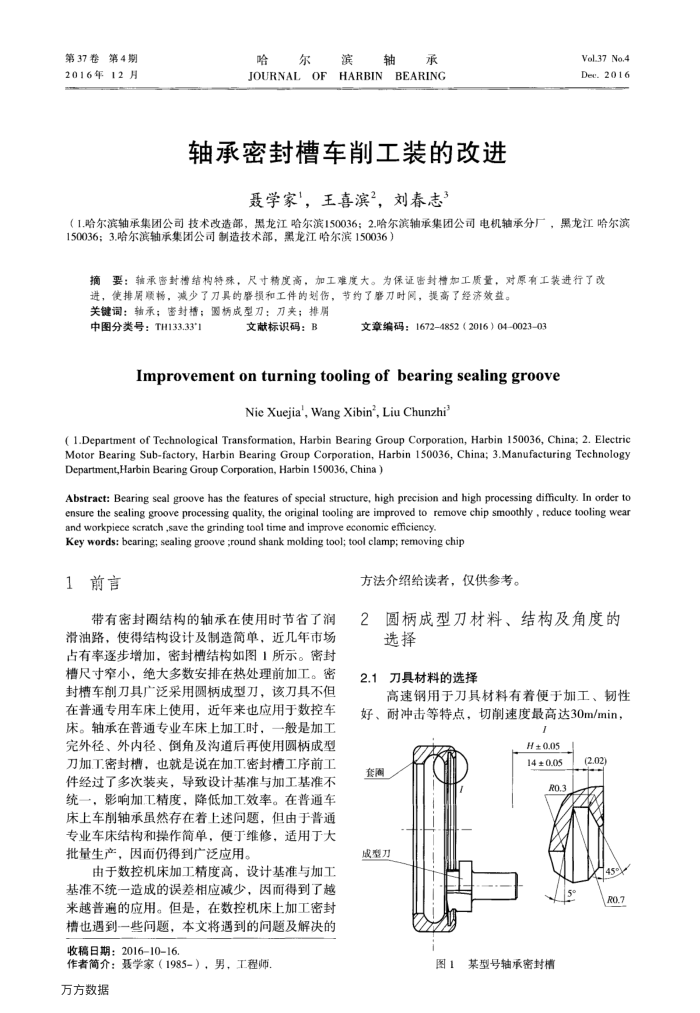
带有密封圈结构的轴承在使用时节省了润滑油路,使得结构设计及制造简单,近几年市场占有率逐步增加,密封槽结构如图1所示。密封槽尺寸窄小,绝大多数安排在热处理前加工。密封槽车削刀具广泛采用圆柄成型刀,该刀具不但在普通专用车床上使用,近年来也应用于数控车床。轴承在普通专业车床上加工时,一般是加工完外径、外内径、倒角及沟道后再使用圆柄成型刀加工密封槽,也就是说在加工密封槽工序前工件经过了多次装夹,导致设计基准与加工基准不统一,影响加工精度,降低加工效率。在普通车床上车削轴承虽然存在若上述问题,但由于普通专业车床结构和操作简单,便丁维修,适用丁大批量生产,因而仍得到广泛应用。
由于数控机床加工精度高,设计基准与加工
基准不统一造成的误差相应减少,因而得到了越来越普遍的应用。但是,在数控机床上加工密封槽也遇到一些问题,本文将遇到的问题及解决的收稿日期:2016-10-16.
作者简介:基学家(1985-),男,工程师万方数据
方法介绍给读者,仅供参考。
圆柄成型刀材料、结构及角度的选择
刀具材料的选择
2.1
高速钢用于刀具材料有着便于加工、韧性好、耐冲击等特点,切削速度最高达30m/min,
H ± 0.05
套成型刀
14 ± 0.05
RO.
图1
某型号轴承密封槽
(2.02)
R0.7
上一章:轿车轮毂轴承单元一般耐久试验分析
下一章:基于UG软件的深沟球轴承仿真振动分析