您当前的位置:首页>论文资料>推力轴承工艺与工装的改进
内容简介
 第37卷第3期 2016年9月
第37卷第3期 2016年9月哈
尔
滨
轴
承
JOURNAL OF HARBIN BEARING
推力轴承工艺与工装的改进
郭兆军1,史光龙,吕国新2
(1.甘肃容和集团煤矿机械有限公司,甘肃白银730919;2.西北轴承有限公司,宁夏银川750021)
Val.37 No.3 Sep. 2016
摘要:针对推力轴承加工过程中存在的银造工艺落后、留量大、精度差、切断宽度大等间题,对锻遗工艺进行了改进,由自由银4件合银改为碌环银遗8件合银,减少了加工留量,提高了效率;工件分离由车刀切断改为锯片锯断,减少了切断留量和端面留量,节约了愿材料,提高了加工工效,降低了生产成本;对锯床进
行了技术改造,并制作了新工装,为工艺改进莫定了基础。关键词:推力轴承:自由银;碳环锻遗:多件合银:工件切断
中图分类号:TH133.33*1
文献标识码:B
文章编码:16724852(2016)03002903
Improvementof thrustbearingtechnologyandtooling
Guo Zhaojun', Shi Guanglong', Lv Guoxin
( 1.Gansu Ronghe Group Coal Mining Machinery Co., Ltd., Baiyin 730919, China; 2.Northwest Bearing Co., Ltd., Yichuan 750021, China )
Abstraet: In view of the problems in the process of machining thrust bearing such as the backward forging process, big allowance, poor precision and big cutting off width,etc, the forging process was improved, 4 pieces combined forging by free forging were changed to 8 pieces combined forging by rolling forging to reduce the machining allowance and improves the efficiency;workpiece was separated by the blade sawing instead of turning to cut off to Reduces the cutting allowance and end face allowance,save raw materials, improve the machining efficiency and reduce the production cost; sawing machine for the technical reformation, and making the new tooling, which laid a foundation for process improvement.
Key words: thrust bearing; free forging; rolling forging; many pieces combined forging; workpiece cut off
1前言
本着节能减排、降低生产成本、提高生产效率的原则,对推力圆锥滚子轴承、推力滚子轴承、推力球轴承的锻工、车工工艺和工装进行技术改进,设计了新的工艺和工装。锻工工艺由自由锻改为碾环锻造:车工工艺由车刀切断分离改为锯片锯断分离,减少了锻件加工留量。为达到工艺改进的目的,对原有的加工设备进行了技术改造,制做新的加工工装,确保产品质量,节约原材料,提高生产效率,降低生产成本,
2
改进前存在的问题
2.1
自由锻工艺
自由锻工序为:下料→加热→锤锻→锻粗一→
冲料心→锻外径一→锻端面。收稿日期:2016-07-28
作者简介:郭兆军(1972-),男,工程师万方数据
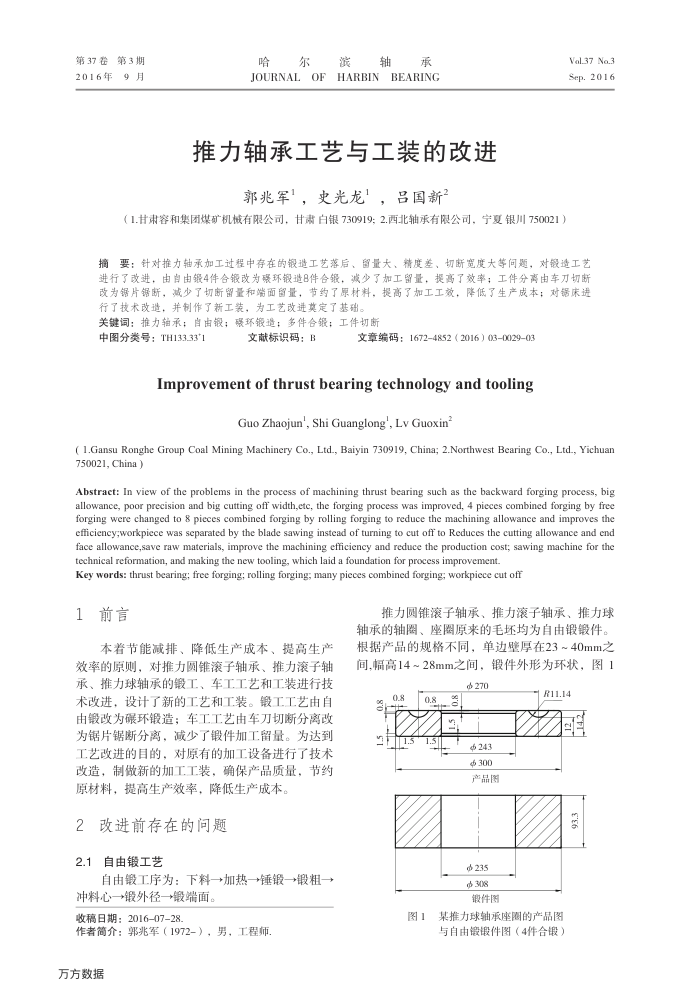
推力圆锥滚子轴承、推力滚子轴承、推力球轴承的轴圈、座圈原来的毛坏均为自由锻锻件。根据产品的规格不同,单边壁厚在23~40mm之间,幅高14~28mm之间,锻件外形为环状,图1
e 270
80
0.8
243 300 医普
SE 308 锻件围
图
R11.14
93.3
某推力球轴承座圈的产品图与自由锻锻件图(4件合锻)
上一章:HD-160型成品轴承清洗机电气改造
下一章:某型号国产牵引电机轴承寿命对比试验