内容简介
 ICS 77.180 CCS H 90
ICS 77.180 CCS H 90GB
中华人民共和国国家标准
GB/T15546―2022 代替GB/T15546―1995
冶金轧辊术语
Terms of mill rolls
2023-05-01实施
2022-10-12 发布
国家市场监督管理总局 发布
国家标准化管理委员会 GB/T15546―2022
前言
本文件按照GB/T1.1一2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
本文件代替GB/T15546一1995《冶金轧辊术语》,与GB/T15546一1995相比,除结构调整和编辑性改动外,主要技术变化如下。
a)基础术语部分变化如下:
1)更改了冶金轧辊、辊身、操作侧、辊身淬硬层深度4个术语的英文对应词(见3.1、3.2、3.8、
3.27,1995年版的2.1、2.2、2.7、2.19); 2) 更改了冶金轧辊、辊颈、轴颈、轴头、冒口端、底座端、工作层、中心线、辊身淬硬层深度、硬
度均匀性、硬度落差11个术语的定义(见3.1、3.3、3.5、3.6、3.9、3.10、3.11、3.19、3.27、 3.29、3.30,1995年版的2.1、2.3~5、2.8~10、2.14、2.19、2.20、2.17);
3)增加了托肩、芯部、辊环、辊轴、芯轴、辊环外径、辊环内径、辊环宽度、辊型、轧辊孔型、辊环
孔型、残余应力、辊身毛化、辊颈强化14个术语和定义(见3.4、3.14、3.15、3.16、3.17、3.21、 3.22、3.23、3.24、3.25、3.26、3.32、3.33);
4)删除了术语“硬度梯度”(见1995年版的2.18)。
b)制造工艺部分变化如下:
1)1 更改了铸造轧辊、锻造轧辊、复合轧辑3个术语的定义(见4.1、4.2、4.33,1995年版的
3.1.1、3.1.2、3.2.2); 2) 增加了离心铸造复合轧辊、整体铸钢支承辊、复合铸钢支承辊、复合工具钢轧辊、电镀轧
辊、电渣复合轧辊、电渣熔铸合金钢轧辊、激光熔覆轧辊、可变凸度轧辊、组合轧辊10个术语及定义(见4.4、4.5、4.6、4.7、4.9、4.10、4.11、4.13、4.14、4.17);
3) 更改了堆焊轧辊、连续浇注复合轧辊2个术语的定义及英文对应词(见4.8、4.15,1995年
版的3.1.6、3.1.4); 4) 更改了粉末冶金轧辊、喷射沉积轧辊2个术语的定义(见4.12、4.16,1995年版的3.1.3、
3.1.5)。
c) 材质分类部分变化如下:
1) 删除了碳素铸钢轧辊、半冷硬球墨铸铁轧辊2个术语(见1995年版的3.1.1a、g); 2) 更改了合金铸钢轧辊、铸造半钢轧辊、石墨钢轧辊、高铬钢轧辊、无限冷硬铸铁轧辊、高铬
铁轧辊、珠光体球墨铸铁轧辊、贝氏体球墨铸铁轧辑、锻钢轧辊、锻造半钢轧辊、锻造白口铁轧辊10个术语的定义(见5.1.1、5.1.2、5.1.3、5.1.4、5.2.2、5.2.3、5.2.4、5.2.5、5.3、5.3.4、 5.3.5,1995年版的3.1.1b、c、d、e、h、k、i、j、3.1.2a、b、c);
3) 更改了铸造半钢轧辊、锻造白口铁轧辊2个术语的英文对应词(见5.1.2、5.3.2,1995年版
的3.1.1c、3.1.2c); 4) 增加了铸钢轧辊、合金工具钢轧辊、高速钢轧辊、高碳高速钢轧辊、铸铁轧辊、合金球墨铸
铁轧辊、锻造合金钢轧辊、锻造高速钢轧辊、锻造半高速钢轧辊等10个术语的定义(见 5.1、5.1.5、5.1.6、5.1.7、5.2、5.2.2.6、5.3.1、5.3.2、5.3.3)。
d)轧制工序和配置分类部分变化如下:
1)增加了热轧板带轧辊、立辊、花纹辊、开坏辊、热轧型钢轧辊、万能轧机水平辊、万能轧机立
辊、水平辊环、立辊环、穿孔机轧辊、限动芯棒连轧管机轧辊、三辊式限动芯棒连轧管机轧
1 GB/T15546―2022
辊、阿塞尔轧辊、定径机轧辊、张力减径机轧辊、皮尔格轧辊、焊接钢管轧辊、挤压辊、冷弯型钢轧辊、铸轧辊、森吉米尔轧辊21个术语及定义(见6.1、6.2、6.8、6.12、6.13、6.14、6.15、 6.16、6.17、6.20、6.21、6.22、6.23、6.24、6.25、6.26、6.27、6.28、6.29、6.30、6.31);
2) 删除了“中间机架轧辊”术语(见1995年版的3.3.3); 3) 更改了术语“平整辊”的英文对应词(见6.9,1995年版的3.3.5)。 4)更改了光整辊、轧边辊2个术语的定义(见6.10、6.18,1995年版的3.3.6、3.3.7)。
e)增加其他术语一章(见第7章)。 请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别专利的责任。 本文件由中国钢铁工业协会提出。 本文件由全国钢标准化技术委员会(SAC/TC183)归口。 本文件起草单位:中钢集团邢台机械轧辑有限公司、江苏共昌轧辑股份有限公司、常州凯达重工科
技有限公司、宝钢轧辊科技有限责任公司、安徽马钢表面技术股份有限公司、唐山志威科技有限公司、冶金工业信息标准研究院、北京中冶设备研究设计总院有限公司、辽宁省亿联盛新材料有限公司、燕山大学。
本文件主要起草人:刘娣、邵黎军、杨昱东、杜旭景、仇金辉、马超宇、周军、钱百能、赵宝林、陈伟、 韩维国、宫开令、曹立军、王明家、张贵敏、王华军、谢晶、王硕煜、姜涛、张若鹏、周国祥。
本文件于1995年首次发布,本次为第一次修订。
= GB/T15546―2022
冶金轧辊术语
1范围
本文件界定了冶金轧辊的基础术语,按制造工艺、按材质、轧制工序和配置分类术语,以及其他术语。
本文件适用于冶金轧。
2规范性引用文件
本文件没有规范性引用文件。
3基础术语
3.1
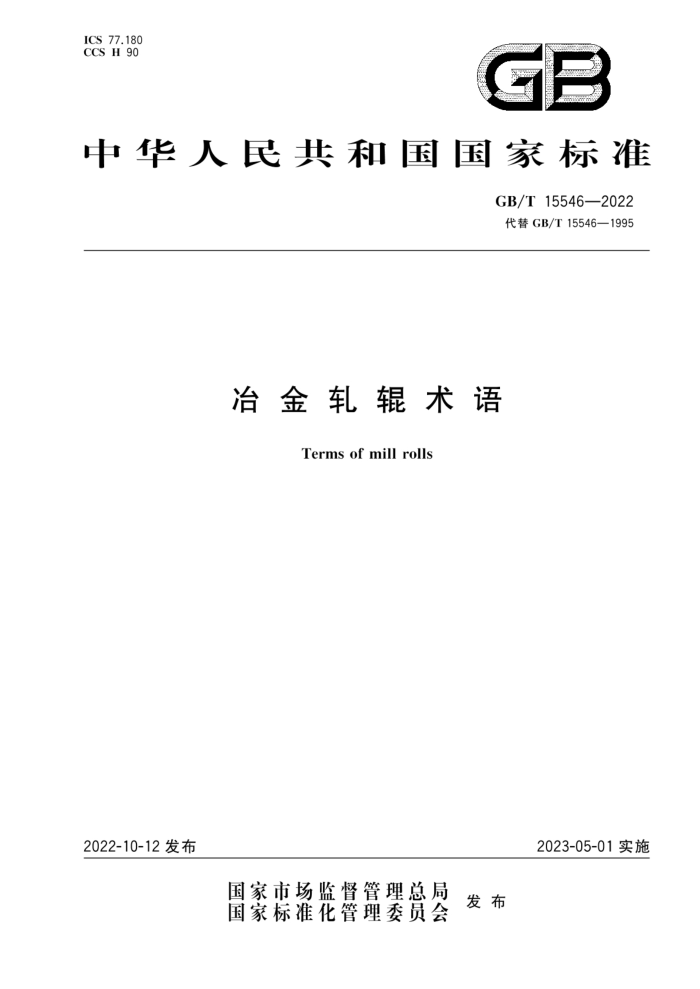
冶金轧辊 mill roll 在冶金工业轧机上使金属轧件产生塑性变形的轧制工具。 注:典型轧辊示意图见图1。
饿身
辐身 托肩轴颈
轴颈
中心线
中心线操作侧,
传动侧 操作侧日抽头
口传动侧 _轴头
辑颈
辑
板带轧机工作辊
b) 板带轧机支承辊
9)
轴颈
中心线操作侧
轴颈
中心线
A
转动侧
操作侧
传动侧
轴头辑颈
轴头
提颈
c)辊轴
d) 型钢轧机轧辊
孔型
中心线
中心线
中心线
宠度所
宽度
宽度用 f) 钢管轧机辊环
e) 型钢轧机辊环
图1典型轧示意图 GB/T15546―2022
3.2
辊身 roll barrel 参与轧制过程的轧辊主体部位。
3.3
辊颈 rollneck 辊身以外的部位。 注:包括托肩、轴颈、轴头和其他延伸部位
3.4
托肩 shoulder 辊身两端与轴颈间托磨辊身的基准部位
3.5
轴颈 journal 辊颈装配轴承的部位。
3.6
轴头 wabbler 轧辑轴颈外侧的部位。 注:包括扁头、梅花头等。
3.7
传动侧 drive side 轧辊与驱动机构联接的一侧。
3.8
操作侧 operation side 与传动侧相对应的另一侧。
3.9
冒口端 top 铸造轧辊上部补缩端。 锻造轧辊对应钢锭上部补缩端。
3.10
底座端 bottom 铸造轧辊对应补缩端的另一端。 锻造轧辊对应钢锭补缩端的另 一端。
3.11
工作层 work layer 辊身允许使用的外层。
3.12
白口层 clear chill layer 冷硬铸铁轧辊辊身不含石墨的白亮色表层
3.13
复合层 shell 复合轧辊辊身不同于芯部材质的外层。
3.14
芯部 core 复合轧辊不同于复合层材质的部分
2 GB/T15546―2022
3.15
辊环 sleeve 装配到辊轴上的辊身环状部分。
3.16
辊轴 arbor 组合轧辊的辊身芯部和辊颈。
3.17
芯轴 core axes 用于同外层冶金结合的辊轴。
3.18
公称尺寸 nominal size 表征轧辊规格的主要尺寸。 注:以辊身直径和辊身长度表示(ΦmxXL)。
3.19
中心线 axis 轧辊转动时的回转轴线。
3.20
母线 generatrix 包含轧辊中心线的平面与轧辑表面的相贯线。
3.21
辊环外径 sleeve outside diameter 辊环外圆的公称直径。
3.22
辊环内径 sleeve inside diameter 辊环内圆的公称直径。
3.23
辊环宽度 sleeve width 辊环两端面之间的距离。
3.24
辊型 rollprofile 板带轧辊辊身表面加工的形状。 注:包括正凸度、负凸度和连续可变凸度等。
3.25
轧辊孔型 roll groove 轧辊辊身外圆加工出的轧槽。
3.26
辊环孔型 sleeve groove 辊环外圆加工出的轧槽。
3.27
辊身淬硬层深度 hardened depth of roll barrel 辊身公称直径表面沿径向至硬度低于图样要求下限5HS处的厚度
3.28
软带 softzone 从辊身端面沿母线测量至硬度达到图样要求处的部位
3 GB/T15546―2022
3.29
硬度均匀性 hardnessuniformity 轧辊指定部位最高硬度与最低硬度的差值。 注:辑身硬度均匀性不包括软带。
3.30
硬度落差 hardness drop 从辊身表面至指定深度沿径向硬度下降的差值。
3.31
残余应力 residual stress 轧辊成形或热处理后的内部应力
3.32
辊身毛化 roll barrel texturing 采用激光、电火花、喷丸等方法改变辊身表面粗糙度等形貌特征。
3.33
辊颈强化 neck hardening 采用热处理或其他方法提高辊颈指定位置的硬度。
4按制造工艺
4.1
铸造轧辊 cast roll 采用铸造方法成形的轧辑。
4.2
锻造轧辊 forged roll 采用锻造方法成形的轧辊。
4.3
复合轧辊 composite roll 两种或两种以上材质界面为冶金结合状态的轧辊
4.4
离心铸造复合轧辊 centrifugal casting roll 采用离心铸造方法成形的复合轧辊。
4.5
整体铸钢支承辊 monobloc cast steel back-up roll 采用单一材质整体铸造的铸钢支承辑。
4.6
复合铸钢支承辊 composite cast steel back-up roll 采用两种材质复合铸造的铸钢支承辊。
4.7
复合工具钢轧辊 duplex cast tool steel roll 采用复合铸造方法制造的工具钢轧辊。
4.8
堆焊轧辊 welding roll 在辊身表面堆焊耐磨合金外层的轧辊。
4 GB/T15546―2022
4.9
电镀轧辊 electroplatingroll 采用电镀方法在辊身表面制备合金镀层的轧辊。
4.10
电渣复合轧辊 electroslagcompositeroll 在金属芯轴周围采用电渣重熔熔合外层方法制造的轧辊
4.11
电渣熔铸合金钢轧辊 electroslag remelting cast alloy steel roll 采用电渣熔铸技术制造的合金钢轧辊。
4.12
粉末冶金轧辊 powder metallurgical roll 以碳化钨或其他粉体为原料,采用粉末冶金方法制造的轧辊和辊环。 注:包括硬质合金轧辊和辊环,粉末冶金辊环,金属陶瓷轧辊等。
4.13
激光熔覆轧辊 laser cladding roll 在辊身表面激光熔覆耐磨合金外层的轧辊。
4.14
可变凸度轧辊 variable crown roll 通过液压系统连续调节辊身凸度的组合轧辊。
4.15
连续浇注复合轧辊 continuous pouring for cladding roll 在金属芯轴周围连续浇注外层金属熔合制造的轧辑
4.16
喷射沉积轧辊 spraydepositionroll 采用高压气体将液态合金雾化喷射沉积的轧辊。
4.17
组合轧辊 assembly roll 采用过盈配合或螺纹紧固等机械方式将辊环与辊轴组合装配制造的轧辊。
5 按材质
5.1
铸钢轧辊 caststeel roll 碳含量为0.4%~2.1%铸造成形的钢系轧辊。 注:特殊轧辊碳含量可能超出这个范围、
5.1.1
合金铸钢轧辊 alloy cast steel roll 由合金元素总量不大于5%的合金钢铸造的轧辊。
5.1.2
铸造半钢轧辊 adamiteroll 碳含量为1.0%~2.3%,并含有适量合金元素的铸钢轧辑。
5.1.3
石墨钢轧辊 graphitic cast steel roll 组织中含有适量的石墨,碳含量为1.2%~2.5%,含硅量大于0.8%的铸钢轧辊
5