您当前的位置:首页>机械工程>45号钢液压缸MAG自动焊无预热焊接工艺
内容简介
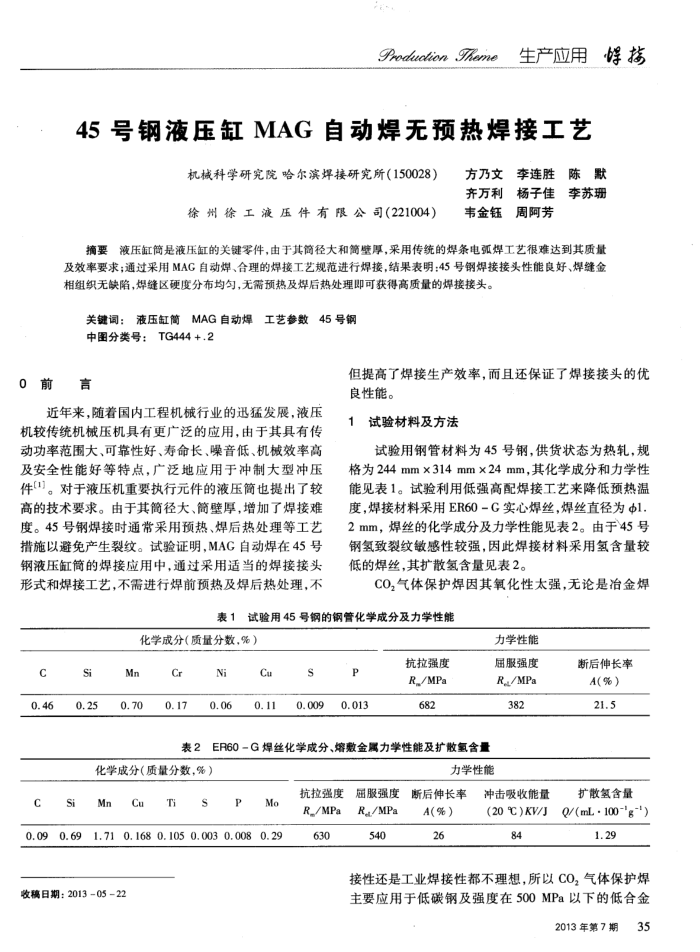 摘要 液压缸筒是液压缸的关键零件,由于其筒径大和筒壁厚,采用传统的焊条电弧焊工艺很难达到其质量及效率要求;通过采用MAG自动焊、合理的焊接工艺规范进行焊接,结果表明∶45号钢焊接接头性能良好、焊缝金相组织无缺陷,焊缝区硬度分布均匀,无需预热及焊后热处理即可获得高质量的焊接接头。
摘要 液压缸筒是液压缸的关键零件,由于其筒径大和筒壁厚,采用传统的焊条电弧焊工艺很难达到其质量及效率要求;通过采用MAG自动焊、合理的焊接工艺规范进行焊接,结果表明∶45号钢焊接接头性能良好、焊缝金相组织无缺陷,焊缝区硬度分布均匀,无需预热及焊后热处理即可获得高质量的焊接接头。
摘要 液压缸筒是液压缸的关键零件,由于其筒径大和筒壁厚,采用传统的焊条电弧焊工艺很难达到其质量及效率要求;通过采用MAG自动焊、合理的焊接工艺规范进行焊接,结果表明∶45号钢焊接接头性能良好、焊缝金相组织无缺陷,焊缝区硬度分布均匀,无需预热及焊后热处理即可获得高质量的焊接接头。
摘要 液压缸筒是液压缸的关键零件,由于其筒径大和筒壁厚,采用传统的焊条电弧焊工艺很难达到其质量及效率要求;通过采用MAG自动焊、合理的焊接工艺规范进行焊接,结果表明∶45号钢焊接接头性能良好、焊缝金相组织无缺陷,焊缝区硬度分布均匀,无需预热及焊后热处理即可获得高质量的焊接接头。