您当前的位置:首页>论文资料>一种新型气动夹紧夹具的发明及应用
内容简介
 Acaaelc 学术
Acaaelc 学术一种新型气动夹紧夹具的发明及
应用
524300湛江德利化油器有限公司机械加工组广东湛江-卜洪冠摘要:
机械加工气动手动定位夹紧精度效率
近几年我国汽车工业配件需求量急增,因而对汽车工业配件加工过程的质量及效率的要求也不断提高。加工过程中,若使用传统手动夹具,每
套传统手动夹具装夹时间约为15秒,而气动夹紧夹具装夹时间大概只要8秒,也就是说单纯使用传统手动夹具办亦耗费大量的时间。使用气动夹紧夹具有利于在加工工件的过程中操作迅速、方便、省力,可以保证较高的工精度和生产效率。可见,气动夹紧夹具代替手动夹紧夹具是一种趋势。
1.新型气动夹紧奕具的发明
为了克服在机械加工中,现有的手动夹紧来具的不足,发明了一种新型的气动夹需夹具,使用者使用起来方便、省力,与此同时,机械加工精度和效率也部得到提高。
为了达到上述目的,本新型气动夹紧夹具采用以下技术方案:
一种新型气动紧夹具,包括:
一底座,所述底座上设置一工件定位部及至少两个夹紧组件,所述夹紧组件对应工件定位部设置在工件定位部务侧的底座上:
所述夹累组件包括:
一气缸,所述气缸安装在所述底座下侧面,所述气红的活塞杆向上穿设底座:
一压头,所述压头包括压紫部及杆体,所述压紧部与杆体连接:所述杆体的端部铰接在所述活塞杆的自由增:
一支撑柱,所述支撑柱垂直安装在所述活塞杆旁侧的底座上:及一活动连接杆,所述活动连接杆的第一端铰接在支撑柱的上端部,所述活动连接杆的第二端接在所述杆体上。
作为优选,所述气缸垂直安装在底座下侧面,所述气缸的活塞杆垂直向上穿设底座。
作为优选,所述活塞杆的自由端上升至最高点时,所述杆体跟活塞杆的自由端铰接的铰接部与底座的距离为第一距离:所述活动连接杆旋转至与支择柱成一直线时,活动连接杆的第二端跟杆体铰接的铰接部与底座的距离为第二距高:所述第一距离与第二距高相等。
作为优选,所述夹紧组件有三个,其中两个夹紧组件相对设置,保证夹紧的稳定性
作为优选,所述底座的工件定位部上配置有三个定位孔,并且独立于底座设置有与定位孔配合使用的两个弹策定位销,保证定位的准确性。
与现有技术相比,本实用新型气动夹紧夹具具有以下有益效果:
通过上述结构,本新型气动夹紧夹具能在机械加工过程中,使用者操作迅速、方便、省力,并可以保证较高的加工精度和生产效率。通过气缸带动压头夹紧工件,夹紧力十分可靠,能够牢固爽紧:采用弹费定位销可以更准确定位
附图说明
17o Machine China中国机械
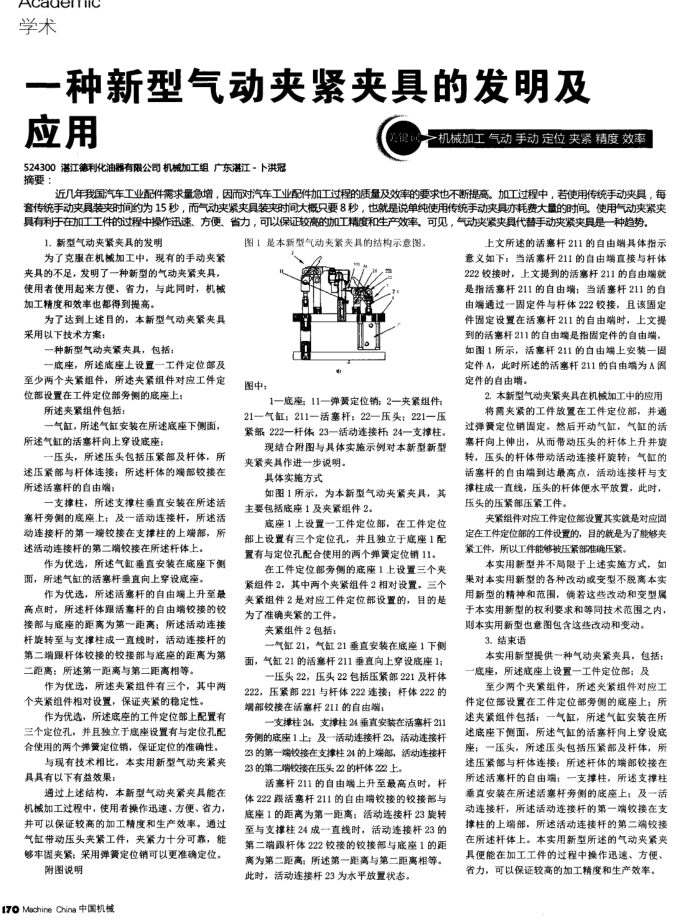
图1是本新型气动夹紫夹具的结构示意图。
声
图中:
1底座:11―弹资定位销:2―夹紧组件 21―气缸;211活塞杆:22―压头:221―压紧部222―杆体23―活动连接杆24一支撑柱。
现结合附图与具体实施示例对本新型新型夹紧夹具作进一步说明。
具体实施方式
如图1所示,为本新型气动夹紧夹具,其主要包括底座1及夹紧组件2。
底座1上设置一工件定位部,在工件定位部上设置有三个定位孔,并且独立于底座1配置有与定位孔配合使用的两个弹簧定位销11。
在工件定位部旁侧的底座1上设置三个夹紧组件2,其中两个夹紧组件2相对设置。三个卖紧组件2是对应工件定位部设置的,目的是为了准确夹案的工件。
夹紧组件2包括:
一气缸21,气缸21垂直安装在底座1下侧面,气缸21的活塞杆211垂直向上穿设底座1;
一压头22,压头22包括压紧部221及杆体 222,压案部221与杆体222连接;杆体222的端部铰接在活塞杆211的自由端
一支撑柱24,支撑柱24垂直安装在活案杆211 旁侧的底座1上;及一活动连接杆23,活动连按杆 23的第一端较按在支撑柱24的上端部,活动连接杆 23的第二增较接在压头22的杆体222上
活塞杆211的自由端上升至最高点时,杆体222跟活塞杆211的自由端钦接的较接部与底座1的距离为第一距离:活动连接杆23旋转至与支撑柱24成一直线时,活动连接杆23的第二端跟杆体222铰接的铰接部与底座1的距离为第二距商:所述第一距离与第二距高相等。此时,活动连接杆23为水平放置状态。
上文所述的活塞杆211的自由端具体指示意义如下:当活塞杆211的自由端直接与杆体 222较接时,上文提到的活塞杆211的自由端就是指活塞杆211的自由端:当活塞杆211的自由端通过固定件与杆体222较接,且该固定件固定设置在活塞杆211的自由端时,上文提到的活塞杆211的自由娱是指固定件的自由端,如图1所示,活塞杆211的白由端上安装一固定件A,此时所述的活塞杆211的自由端为A遇定件的自由端。
2.本新型气动夹紧夹具在机械加工中的应用将需夹紧的工件放置在工件定位部,并通
过弹黄定位销固定。然后开动气缸,气缸的活塞杆向上伸出,从而带动压头的杆体上升并旋转,压头的杆体带动活动连接杆旋转:气缸的活塞杆的自由端到达最高点,活动连接杆与支撑柱成一直线,压头的杆体便水平放置,此时,压头的压紧部压紧工件。
夹紧组件对应工件定位部设置其实就是对应固定在工件定位部的工件设置的,目的就是为了能够夹紧工件,所以工件能够被压紧部准确压紧,
本实用新型并不局限于上述实施方式,如果对本实用新型的各种改动或变型不脱离本实用新型的精神和范围,偏若这些改动和变型属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变动。
3.结束语
本实用新型提供一种气动夹紧夹具,包括:一底座,所述底座上设置一工件定位部;及
至少两个夹累组件,所透夹紧组件对应工件定位部设置在工件定位部旁侧的底座上;所速夹紫组件包括:一气缸,所述气缸安装在所述底座下侧面,所述气缸的活塞杆向上穿设底座;一压头,所述压头包括压紧部及杆体,所述压紧部与杆体连接:所速杆体的端部钦接在所述活塞杆的自由端;一支撑柱,所述支撑柱需真安装在所述活塞杆旁侧的底座上;及一活动连接杆,所述活动连接杆的第一端铰接在支撑柱的上端部,所述活动连接杆的第二端铰接在所述杆体上。本实用新型所述的气动夹累夹具便能在加工工件的过程中操作迅速、方便、省力,可以保证较高的加工精度和生产效率。
上一章:棒磨机气动离合器改造
下一章:煤矿掘进钻车液压系统污染分析及控制