您当前的位置:首页>论文资料>冶金中液压设备故障的分析及排除方法
内容简介
 Academic 学术
Academic 学术门开关,紧急停止按钮和喷嘴区域安全开关等。对于安全功能系数较低的注型机可能只有紧急停止按钮和前后安全防护门,但是这没有达到注型机国标要求,因此还需要使用安全继电器分别对前后安全防护门以及紧急停止按钮进行监控,同时为了监控控割能够达到注型机国标要求,应选用双输入通道结构继电器,确保整个系统运作正常。对于大型注型机则需要比较高的安全系数,那么我们可以使用可编制的安全控制装置对整个卧式注塑机的安全回路进行逻辑诊断和排除故障,这将进一步解决故障诊断困难,电柜空间紧张以及接线工作量大等
向题,
3.结束语
综上所述,机械式安全装置在卧式注塑机中起着至关重要的作用,其利用紧急停止按钮,安全开关以及安全控制器来对注塑机进行预防,以达到保护操作人员人身安全的目的。本文介绍了卧式注望机的机械式安全装置,从而解决现实应用中所发生工业事故的根源。最后希望通过借鉴此文能够为我国注塑事业做出一番贡献,最后期翼我国在注塑事业的发展上更加成熟。
参考文献:
[门河勇,注塑机安全解决方案[]] 现代制造,2011(17):133-134.
[2]陈做,论注塑机锁模安全保护
装置安全可靠性的提升[门,科学技术, 2013(07):45-46
【3]陈期,橡胶型料注射成型机安全
要求[,国科技:2014(21D):88-90
作者简介:
王彬(1982.02-),男,籍贯:浙江省新昌县,2004年毕业于宁波工程学院机板制造工艺与设备专业,海天型机集固股份有限公司,工程师,研究方向:注塑机机械方面。
冶金中液压设备故障的分析及排除方法
魏欣
(430080
中冶南方武汉钢铁设计研究院有限公司)
摘要:液压伺服系统以其自身功率大、响应快、精度高的优势在冶金机械设备的传动与控制中得到了广泛应用,而液压设备一旦出现故障,会不同程度影响极其运转和操作,进而影响其性能,威胁正常生产,往往会造成权限停机或产生次品,因而对液压设备故障进行分析、加强设备故障诊断和排除非常重要,下面笔者就结合实践经验对治金中液压设备故障的分析及排除方法进行初步研究。
液压设备:故障分析:维修;排除
关键词
随着液压技术的发展,液压设备在冶金企业的应用日益广。众所周知,钢铁冶金工业现场生产环境十分恶劣,存在高温、振动冲击、强电磁场干扰,且机械易磨损,电器易老化,这些因素随时可能会危害机组液压系统的正常运行,并可能会引发故障,且故障发生具有一定随机性。为预防事故发生,保障人身和设备安全,确保生产顺利进行,对钢铁冶金生产线的液压设备进行故障分析、诊断和维修很有必要。
1.液压设备故障分析
按照故障发生时间,冶金中液压设备故障主要分为:①早期故障,此类故障一般发生在设备运行的2-3个月内,随着时间的推移,故障发生率迅速降低,主要由于设计缺陷或制造缺陷、安装不当、使用环境等引起。②偶发故障,故障发生在系统运行阶段,故障的发生比较随机,只能采取一些安保措施或及时更换备件来降低故障发生率,主要由设计不合理、使用不当、维修不力造成 ③寿命故障,经过长时间的运行,系统部件或元件会出现增损、老化甚至质蚀,设备会发出不正常声音,或是系统部件、元件移动不平滑,这类故障具有一定征兆性。
按照故障特征,冶金中液压设备故障包括压力故障、动作故障、油温过高引起的故障、机械报动、气穴、气蚀等。滑露是液压系统最常见故障,比如由于工作环境恶,板坏加热炉液压站经常会发生外滑露和内泄露故障,其中内泄
142中国机城Mchine Chine
露故障不易被发现,危害更大。圆盘剪液压设备在运行中可能会出现压力失控的间题,导致圆剪机无法及时剪断多余不整齐钢材板带或切断面粗糙。定尺剪液压站液压系统中执行件动作失控回导致系统动作不能按照正常秩序起始、不能按设定秩序结束、定尺剪切板带过程中出现意外动作等。链拍升液压站的液压系统中常见故障时爬行现象,这与液压系统所承受载荷、供油情况有关,比如液压缸所受阻力过大、液压油内进入空气或电路失常,导致液压缸在低速运动状态下产生时断时续的运动现象。
2.液压设备故障诊断流程
对于冶金工业中的渡压设备,一目出现故障,维修人员就要开战故障诊断,确定故障点,对故障点进行维修,保证设备的正常运行,也为安全生产提供保障。关于液压设备故障诊断,应坚持从简单到复杂、从主要到次要的原则,故障诊断流程见图1。
故障融赢故障沙断故障维修
图1冶金中液压设备故障诊断流程
以注机液压系统为例,由于其元件紧多,故障往往比教复杂,典型故障为制品有毛边,但操作过程无异常。对
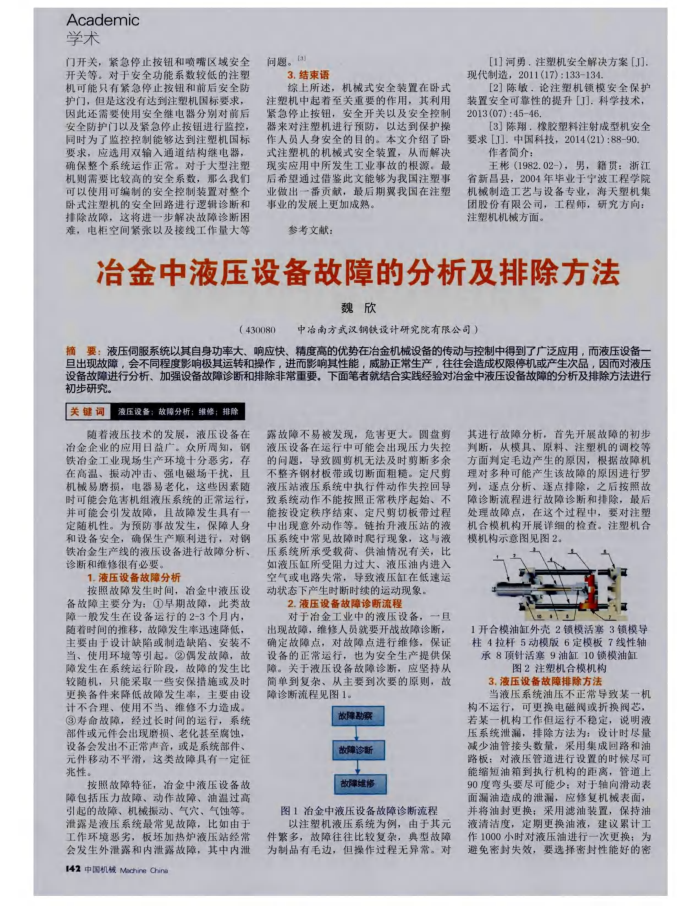
其进行故障分析,首先开展故障的初步判断,从模具、原料、注塑机的调校等方面判定毛边产生的原因,根据故障机理对多种可能产生该故障的原因进行罗列,逐点分析、逐点排除,之后按照故障诊断流程进行故障诊断和排除,最后处理故障点,在这个过程中,要对注型机合模机构开展详细的检查。注型机合模机构示意图见图2。
1开合模油缸外壳2锁模活寒3锁模导柱4拉杆5动模版6定模板7线性轴承8顶针活塞9油缸10锁模油缸
图2注塑机合模机构
3.液压设备故障排除方法
当液压系统油压不正常导致某一机构不运行,可更换电磁解或折换阀芯,若某一机构工作但运行不稳定,说明液压系统泄漏,排除方法为:设计时尽量减少油管接头数量,采用集成回路和油路板:对液压管道进行设置的时候尽可能缩短油箱到执行机构的距离,管道上 90度弯头要尽可能少:对于轴向滑动表面漏油造成的泄漏,应修复机械表面,并将油封更换:采用滤油装置,保持油液清洁度,定期更换油液,建议累计工作1000小时对液压油进行一次更换:为避免密时失效,要选择密封性能好的密
上一章:压力机物料自动输送装置液压系统的设计
下一章:液压登机桥升降系统调节与维护