您当前的位置:首页>论文资料>ACS800变频器在镀锌生产线上的应用
ACS800变频器在镀锌生产线上的应用
内容简介
 ELECTRICDRIVE2011
ELECTRICDRIVE2011Vol.41No.5
电气传动2011年第41券
ACS800变频器在镀锌生产线上的应用
李晓燕,王首礼,范少泉,张军保
(天津电气传动设计研究所,天津300180)
第5期
摘要:以连续热镀锌生产线为应用对象,详细阐述了基于西门子公司的S7-400PLC和ABB公司的 ACS800逆变器的交流调速自动化控制系统的设计。主要介绍了基于Profibus-DP网络的现场总线系统配置和基于公共直流母线供电及制动交流调速控制方案以及直接转矩控制技术在该交流调速系统中的应用。实际应用效果证明,此交流调速自动控制系统运行稳定可靠,控制精度高。
关键调:热镀锌;ACS800逆变器;现场总线;直接转矩控制
中图分类号tTM502
文献标识码:B
Applying of the ACS8oo Converter in Continuous Hot-dip Galvanizing Line
LI Xiao-yan,WANG Shou-li,FAN Shao-quan,ZHANG Jun-bao
(Tianjin Design and Research Institute of Electric Drive,Tianjin 300180,China)
Abstract; Based on the background of continuous hot-dip galvanizing line product technology, design of AC governor control system based on SIEMENS S7 40o PLC and ABB ACS800 inverter was introduced. The configuration of Profibus DP network, scheme of power supplying and braking based on common DC bus and application of direct torque control(DTC)in the system were provided. The running result shows that the sys tem features stable, reliably and high control accuracy
Key words: hot-dip galvanizing; ACS80o inverter; field bus; direct torque control
随着近些年我国热镀锌技术的快速发展,热
镀锌技术已经进入了功能性、低能耗、低污染、高质量和自动化时代,其中先进传动控制技术和先进控制设备的应用为整个生产系统高质量、高效率运行提供了坚实的基础。考虑到先进性和实用性,本项目选用ABB公司ACS800系列变频器,通过Profibus-DP现场总线网络与西门子公司的S7=400PLC相连,组成多传动的自动化控制系统,这样既满足了整条生产线的先进性、实用性和便于操作的要求,又可以减少生产中的维护
费用。 1
系统构成及工艺过程
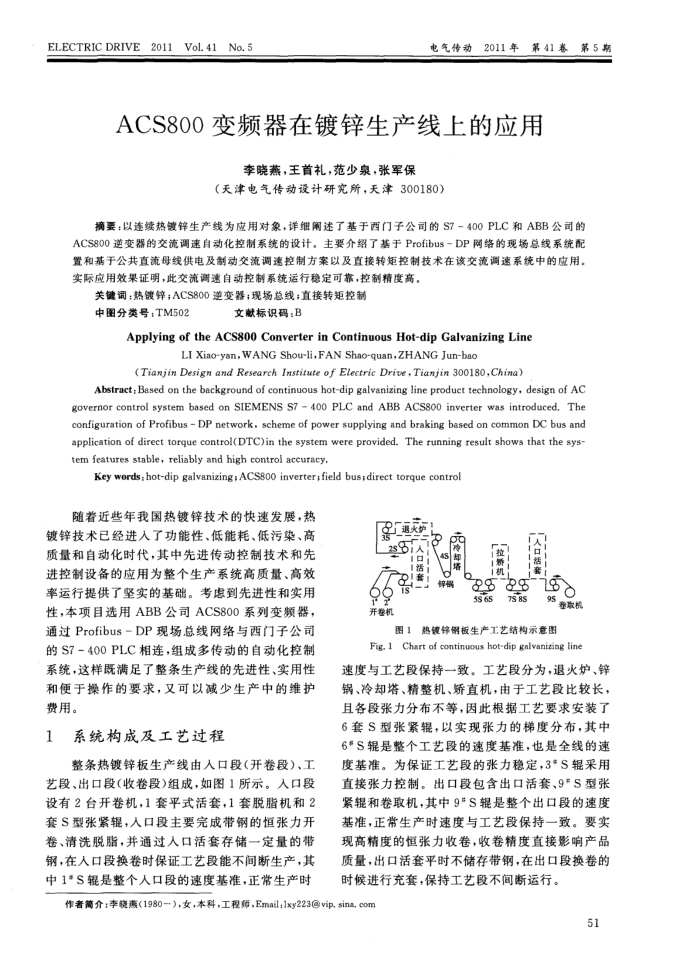
整条热镀锌板生产线由入口段(开卷段)、工艺段、出口段(收卷段)组成,如图1所示。入口段设有2台开卷机,1套平式活套,1套脱脂机和2 套S型张紧辊,人口段主要完成带钢的恒张力开卷、清洗脱脂,并通过人口活套存储一定量的带钢,在入口段换卷时保证工艺段能不间断生产,其中1*S辑是整个人口段的速度基准,正常生产时
8退火炉
5
99 开卷机
wig 1S
oc 冷都 4s 塔
锦
闪拉
&S
9
5s 65
7S 8S
s6
图1热镀锦钢板生产工艺结构示意图
Fig. 1Chart of continuous hot-dip galvanizing line
速度与工艺段保持一致。工艺段分为,退火炉、锌锅、冷却塔、精整机、矫直机,由于工艺段比较长,且各段张力分布不等,因此根据工艺要求安装了 6套S型张紧辑,以实现张力的梯度分布,其中 6*S辊是整个工艺段的速度基准,也是全线的速度基准。为保证工艺段的张力稳定,3*S辊采用直接张力控制。出口段包含出口活套、9*S型张紧辑和卷取机,其中9*S辊是整个出口段的速度基准,正常生产时速度与工艺段保持一致。要实现高精度的恒张力收卷,收卷精度直接影响产品质量,出口活套平时不储存带钢,在出口段换卷的时候进行充套,保持工艺段不间断运行。
作者简介:李晓熊(1980一),女,本科,工程师,Email:Ixy223@vip,sina,com
51
上一章:核电站钢结构用无机富锌涂料的研制
下一章:电力线路施工作业危险点分析与预控措施