您当前的位置:首页>论文资料>多规格大圆片工件淬火线自动吊运设计
内容简介
 制造业自动化
制造业自动化多规格大圆片工件萍火线自动吊运设计
Automatically lifting design for multi-standard circularplate quenching line
杜宝江,李晓甜,卓攀,徐沙,陆皆炎
DU Bao-jiang, LI Xiao-tian, ZHUO Pan, XU Sha, LU Jie-yan
(上海理工大学虚拟制造技术研究院,上海200093)
摘要:通过对多规格大圆片工件的率火共线生产的环境和参数分析,提出了PLC控制的双小车葫芦
吊运工件连续加热的自动化控制方案。在根据工件参数计算热处理时间和吊运轨迹的基础上,提出了水平运动部件的双传感器检测和葫芦导绳器换算检测加正反向变频运动控制的工件定位和停位方法,实现了工件的精确空间定位和稳定停位。使用证明该设计方案和控制方法简单有效,提升了率火线的生产效能和质量稳定性。
关键词:多规格工件;共线率火;起重吊运:自动控制:PLC
中图分类号:TP391
文献标识码:A
Doi: 10.3969/J.Issn.10090134.2012.11(下).31
o
引言
生产自动化水平的提高是提高产品质量和生产效率的重要保障,对于使用起重机的多规格大圆片类工具钢工件的泽火生产线来说,其自动化程度提升还对节能减排和改善劳动强度直接相关。由于多种规格共线共炉加热油冷淬火,工件的尺寸、厚度、材料等参数不尽相同,重量从儿百公斤到上吨重,环境温度高,碎渣灰尘烟雾等环境惠劣,传统生产大多采用手动行车操作运行,质量难以保障,生产率低,劳动强度大,危险因素多。由于单一炉体对应多规格工件,使用行车葫芦吊运是较为经济且有效的生产物流方式,但其自动化控制系统较难实现。目前许多自动化率火线通常针对于固定参数工件的输送带(架)方式,或固定尺寸形状工件的吊运(1-3,不能适应此种工况。本文针对上述需求和环境条件,设计自动化吊运率火生产方案,实现多规格圆片工件的共线泽火生产自动化。
吊运率火生产线自动化方案设计
1)热处理对象工件描述:热处理工件的参数如表1所示,其规格参数可变。
热处理工件参数表1
直径(mm) 2000-3600
厚度(mm) 5.0-12.0
材料
合金钢(变合金元索)
重量(T) 0.1-1.0
文章编号:10090134(2012)11(下)0110-03
2)工艺描述:工艺流程为“上料一泽火一油冷一清洁一回火下料”,共5个环节,不同规格工件共用一套热处理设备,上下料位置因工件尺寸不同而局部变化。加热炉与油冷池顺序排列,工件从加热炉到油冷池时间要短。
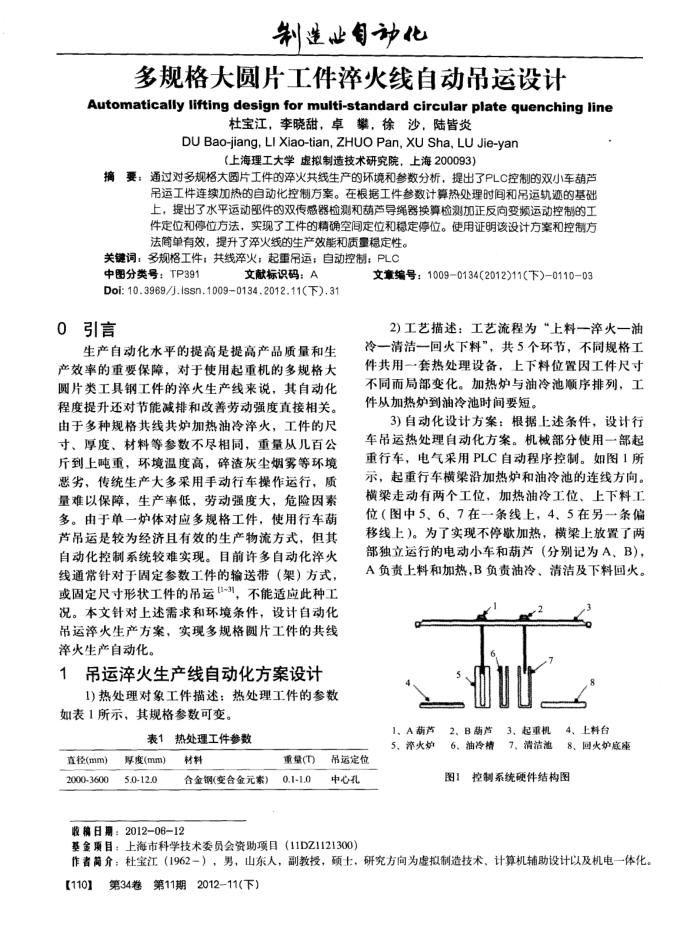
3)自动化设计方案:根据上述条件,设计行车吊运热处理自动化方案。机械部分使用一部起重行车,电气采用PLC自动程序控制。如图1所示,起重行车横梁沿加热炉和油冷池的连线方向。横梁走动有两个工位,加热油冷工位、上下料工位(图中5、6、7在一条线上,4、5在另一条偏移线上)。为了实现不停歌加热,横梁上放置了两部独立运行的电动小车和葫芦(分别记为A、B), A负责上料和加热,B负责油冷、清洁及下料回火。
1、A葫芦 5、清火炉
吊运定位中心孔
收稿日期:2012-06-12
基金项目:上海市科学技术委员会资助项目(11DZ1121300)
2、B葫芦 6、油冷精
3、起重机 7、清洁池
4、上料台
8、回火炉底座
图!控制系统硬件结构图
作者简介:杜宝江(1962一),男,山东人,副教投,硕士,研究方向为虚拟制造技术、计算机辅助设计以及机电一体化。
【110]
第34卷
第11期2012-11(下)