您当前的位置:首页>论文资料>鱼钩状接线片多工位级进模设计
内容简介
 .冲模技术・
.冲模技术・鱼钩状接线片多工位级进模设计
盂玉喜12,王斌",缪红旗”,张建雷
1.南通开放大学机电工程学院(江苏南通226006) 2.南通苏禾车灯配件有限公司(江苏南通226000)
【摘要】在对一鱼钩状接线片的冲压成形工艺进行充分分析的基础上,从几种可行的加工工艺方案中得出一种符合制件特点的最佳方案,设计了冲孔、切边、打扁、多道弯曲成形、落制件、切断的14工位级进模。介绍了排样设计中的展开设计及排样重点考虑因素,给出了多工位级进模的装配图并着重阐述了模具的结构特点和主要零件的设计,模具投入实际生产后使用正常,制件质量符合用户图纸要求,可为同类制件的成形提供一定的参考。关键词:鱼钩状接线片;接刀痕迹;排样设计;级进模
中图分类号:TC385.2
文献标识码:B
Designof Multi-PositionProgressiveDiefortheHookShapedLug[Abstract] On a hook shaped connection piece forming process on the basis of full analysis, obtains an optimum scheme in accordance with the characteristics of the product from the processing scheme of several feasible design, piercing, cutting, bending, flat and multi drop parts, cut off the 14 position progressive die design is introduced. Layout design and layout of key factors, gives the assembly of multi station progressive die and focuses on the design and the main parts of die structure, die into actual production after normal use, the product quality
conforms to the user drawing requirements, can provide a reference for similar parts forming Key words: hook shaped lug; tool mark;layout design progressive die
1制件成形工艺性分析
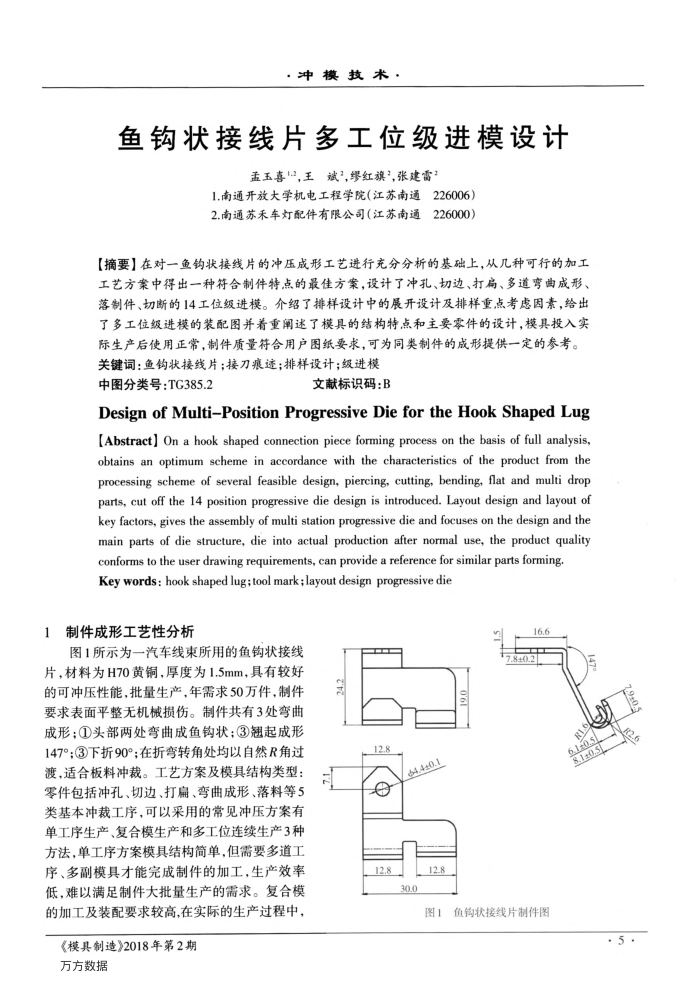
图1所示为一汽车线束所用的鱼钩状接线片,材料为H70黄铜.厚度为1.5mm,具有较好的可冲压性能,批量生产,年需求50万件,制件要求表面平整无机械损伤。制件共有3处弯曲成形:①头部两处弯曲成鱼钩状:③翘起成形 147°;③下折90°;在折弯转角处均以自然R角过渡,适合板料冲裁。工艺方案及模具结构类型:零件包括冲孔、切边、打扁、弯曲成形、落料等5 类基本冲裁工序,可以采用的常见冲压方案有单工序生产、复合模生产和多工位连续生产3种方法,单工序方案模具结构简单,但需要多道工序、多副模具才能完成制件的加工,生产效率低,难以满足制件大批量生产的需求。复合模
的加工及装配要求较高,在实际的生产过程中,
《模具制造》2018年第2期万方数据
图1鱼钩状接线片制件图
.5.
上一章:热作模具钢H13Nb锻造模块组织和性能研究
下一章:罩壳拉伸翻孔多工位级进模设计