内容简介
 内齿轮的珩磨方法
内齿轮的珩磨方法汉江工具有限责任公司
(陕西汉中
723002)
齿是齿轮精加工的一种方法,适用于齿面淬
硬的齿轮。齿的主要作用是去除热处理后的变形及氧化皮。使齿面表面粗糙度值达到R.=1.6~ 0.4μm,并对齿轮的平稳性、齿圈径向跳动和齿向误差都有一定的修正作用。
齿是在磨轮与被珩齿轮的“自由啮合”过程中,借齿面间的压力和相对滑动来进行切削。齿过程是通过磨轮带动被齿轮旋转,并沿齿宽作轴向往复运动的过程。
针对中小模数内齿圈热处理后齿形的微小变形
问题,设计制造了-台专门用于内齿轮齿面鹿的半自动数控专用机床。
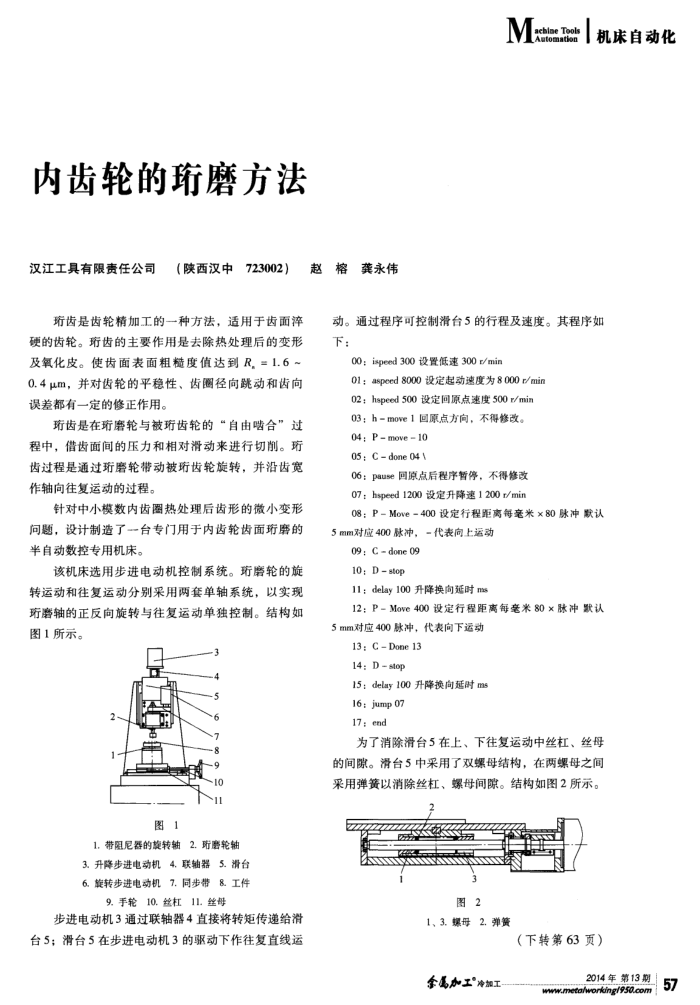
该机床选用步进电动机控制系统。珩磨轮的旋转运动和往复运动分别采用两套单轴系统,以实现珩磨轴的正反向旋转与往复运动单独控制。结构如图1所示。
8
-8-9 10 11
图1
1.带阻尼器的旋转轴2.磨轮轴 3.升降步进电动机4、联轴器5.滑台 6.旋转步进电动机7.同步带8.工件
9.手轮10.丝杠11.丝母
步进电动机3通过联轴器4直接将转矩传递给滑台5;滑台5在步进电动机3的驱动下作往复直线运
赵榕
龚永伟
Mascle ealk
机床自动化
动。通过程序可控制滑台5的行程及速度。其程序如下:
00:ispeed300设置低速300z/min
01:aspeed8000设定起动速度为8000r/min 02;hspeed500设定回原点速度500r/min 03:h-move1回原点方向,不得修改。
04 : P move 10 05 : C done 04
06:pause回原点后程序暂停,不得修改 07:hspeed1200设定升降速1200r/min
08:P=Move=400设定行程距离每毫米x80脉冲默认 5mm对应400脉冲,=代表向上运动
09 : C done 09 10:Dstop
11:delay100升降换向延时ms
12:P-Move400设定行程距离每毫米80×脉冲默认 5mm对应400脉冲,代表向下运动
13: C Done 13 14: Dstop
15:delay100升降换向延时ms
16:jump 07 17: end
为了消除滑台5在上、下往复运动中丝杠、丝母的间隙。滑台5中采用了双螺母结构,在两螺母之间采用弹簧以消除丝杠、螺母间隙。结构如图2所示。
N
图2
1、3.螺母2.弹簧
(下转第63页)
全属加工”冷加工
2014年第13期
57
www.meta/working/950.com