您当前的位置:首页>论文资料>苯酐装置全自动包装码垛控制系统的改造
内容简介
 事共来与变用
事共来与变用数控技术
苯酐装置全自动包装码垛控制系统的改造
武传宝1郭艳宏2
(1.齐齐哈尔工程学院黑龙江齐齐哈尔161005:
2.齐齐哈尔医学院附属第二医院计算机中心黑龙江齐齐哈尔161006)
摘要:利用PLC技术、变频器技术以及伺服驱动技水等对本包装系统的控制单元进行改造,主要针对旧的苯酐装置全自动称重包装系统的缺点进行控制核心、检测元件、操作面板、控制元件及执行元件等的技术化改造。经过改造,整体工作组工作性能明显高于改遗前,在保证产品规格内,减少了称重精度不够带来的经济损失;提高了包装速度,解决了生产效率低下带来的产量上不去的郭端,
关键调:苯酐产品称重包装机改造PLC变频器伺服驱动
文章编号:1007-9416(2013)10-0017-03
中图分类号:TP273+.5
文献标识码:A
苯酐又名:邻苯二甲酸酐,为白色鳞片状或结晶性粉末,目前广泛应用于化工,医药、电子、农业、涂料、精细化工等工业部门。某石化公司染料厂的ME一203B苯酐产品称重包装机是意大利进口设备,整套包装系统包括电子定量秤、平台、供袋机、装袋机、夹口整形机、折边机、立袋输送机、例袋机。设备称重能力为800袋/小时(每袋 25Kg),称重精度±0.2%,包装能力为800袋/小时,总耗电量20kW,总耗气量40Nm3/hr。该套设备已运行十多年,设备损坏严重,如今其包装能力大幅度下降,现能力下降每小时2~3吨,且称重误差大,机械易损件磨损严重,更换频繁,但由于进口备件价格品贵,且供货周期长,不但提高了本装置的生产成本,给设备检修也带来了被大的围难,已经满足不了装置满负荷生产的要求,急需对此系统包装机部分进行更新,从而提高装置包装工段的生产能力。由此公司拟对该变全自动称重包装系统进行多方面的改进,力求通过本课题的开发,一方面提高本装置的包装生产能力、称重包装精度,进而提高产品的竞争力,另一方面力求使设备操作简单化,减少设备停机处理故障频次,从而降低人力、物耗等带来的生产成本的提高,进面实现装置产能最大化、效益最大化。
1苯酐装置全自动包装码垛控制系统结构
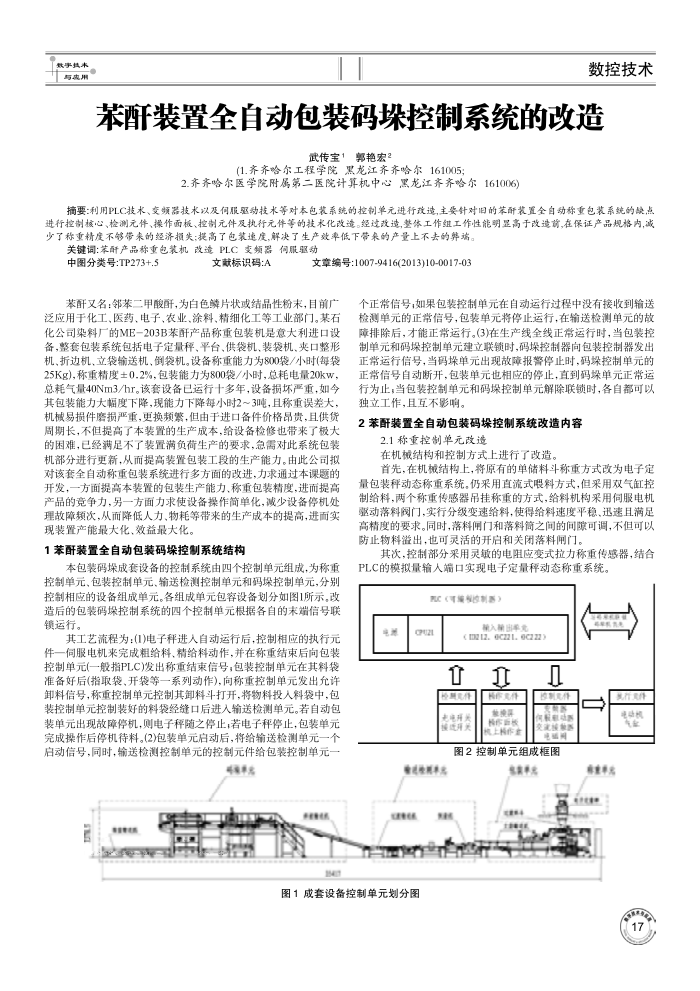
本包装码垛成套设备的控制系统由四个控制单元组成,为称重控制单元,包装控制单元、输送检测控制单元和码垛控制单元,分别控制相应的设备组成单元。各组成单元包容设备划分如图1所示。改造后的包装码垛控制系统的四个控制单元根据各自的末端信号联锁运行。
其工艺流程为:(1)电子秤进人自动运行后,控制相应的执行元伺服电机来完成粗给料、精给料动作,并在称重结束后向包装件
控制单元(一般指PLC)发出称重结束信号,包装控制单元在其料袋准备好后(指取袋、开袋等一系列动作),向称重控制单元发出允许卸料信号,称重控制单元控制其卸料斗打开,将物料投人料袋中,包装控制单元控制装好的料袋经缝口后进人输送检测单元。若自动包装单元出现故障停机,则电子程随之停止,若电子秤停止,包装单元完成操作后停机待料。(2)包装单元启动后,将给输送检测单元一个启动信号,同时,输送检测控制单元的控制元件给包装控制单元
4年%
个正常信号,如果包装控制单元在自动运行过程中没有接收到输送检测单元的正常信号,包装单元将停止运行,在输送检测单元的故障排除后,才能正常运行。(3)在生产线全线正常运行时,当包装控制单元和码垛控制单元建立联锁时,码垛控制器向包装控制器发出正常运行信号,当码垛单元出现故障报警停止时,码垛控制单元的正常信号自动断开,包装单元也相应的停止,直到码探单元正常运行为止,当包装控制单元和码垛控制单元解除联锁时,各自都可以独立工作,且互不影响。
2苯酐装置全自动包装码垛控制系统改造内容
2.1称重控制单元改造
在机械结构和控制方式上进行了改造。
首先,在机械结构上,将原有的单储料斗称重方式改为电子定量包装秤动态称重系统,仍采用直流式料方式,但采用双气缸控制给料,两个称重传感器吊挂称重的方式,给料机构采用伺服电机驱动落料阅门,实行分级变速给料,使得给料速度平稳,迅速且满足高精度的要求。同时,落料闻闸门和落料筒之闻的间障可调,不但可以防止物料灌出,也可灵活的开启和关闭落料闸门。
其次,控制部分采用灵敏的电阻应变式拉力称重传感器,结合 PLC的模拟量输人端口实现电子定量秤动态称重系统。
PUC (可编S制)
2
第入巢出率免
([2 12, 6C221, 6C222)
检量光接透薄关
电格
ep 交流族参区
图2控制单元组成框图
电验机率品 ee
图1成套设备控制单元划分图
自肉平丸
心主平名 e
美件电动机
上一章:除尘系统人机界面的设计应用
下一章:差分ADC驱动器在数字超声探伤系统中的应用