您当前的位置:首页>论文资料>重钢物运码头计量控制系统的研究与应用
内容简介
 数控技术
数控技术重钢物运码头计量控制系统的研究与应用
王小力
(重庆钢铁集团电子有限责任公司重庆401220)
数事共与流用
摘要:本文主要介绍了重钢物运码头计量控制系统在现场的使用情况并对2并码头计量控制系统及静态评在码头计量称重进行了简要分析。重钢 2获码头计量控制系统投运以来运行可靠、稳定、操作简便受到物运部相关部门一致好评,同时为计量系统准确计量、平稳顺行提供了有力支撑,对企业、部门的降本增效、担亏增盈攻坚战具有重要意义。
关键词:码头计量静态释控制系统
中图分类号:TP39 1前言
文献标识码:A
物运部码头担负着重钢所有矿石、燃料等原材料卸载和运输和第一道计量成本控制的任务。以前码头计量方式是以水尺测量和皮带科测量的方式计量,水尺测量偏差大不精确,皮带每过一段时间就会发生零点漂移,造成测量不准确,校秤维护间隔时闻短,也影响生产的连续性。
为了解决重钢物运码头计量的准确性,加大公司对原材料成本的精细化控制,提高码头的作业效率以及生产的连续性。率先对2共码头进行计量控制系统改造,投运以后解决了2#码头计量的准确
性,动态连续性,提高了生产作业率。 2物运码头控制系统技术简介
将2#码头A206皮带机延长改为206-1,增加206-2,移动布料机和计量仓,当计量装置完成计量后,打开计量装置闸门,物料落人中转料仓,料仓中的物料通过底部圆盘给料机落入下方206一3皮带,在206-4皮带与A207皮带机尾部延长段的交汇处建立转运站,顺利完成物料措接,(1井、2#、3#码头原理相同,以2码头为例说明)工艺方案图(如图1)所示。
系统按工艺要求,结合码头实际,进行重新设计,保持原有功能的基础上,新增计量中转输料功能,同时考虑当2个计量料斗仓及附
列头工艺流性街
8 63
R 零
a
X
我
nen
型 ate OXEE
otea
图1:码头工艺流程图
收稿日期:2015-08-13
g6 satr RET
ESTER
文章编号:1007-9416(2015)09-0008-02
属驱动设备出现故障的情况下,为了不影响2井码头物料的输送,在软件上可实现直通供料模式。
2.1计算机控制系统软硬件 2.1.1上机部分
上位机采用研华IPC-610型计算机。上位机监控软件采用西门子WINCC6.2,在该软件平台上组态监控画面。
2.1.2过程投制PLC部分
PLC具体配置:现场过程控制级采用西门子可编程逻辑控制器 S7-300,模拟量输入输出模板,数字量输人输出模板、采用西门子 PLC配套的SteD7编程语言。过程控制方式采用自动、手动、机旁三种。机旁操作:由操作岗位通过机旁操作箱实现设备单体启停操作,此时设备不受PLC系统控制,PLC系统只采集设备各种工作状态,此操作方式用于非生产状态下设备单体试车。自动及远程手动操作均为PLC控制集中操作方式[手动操作;操作人员通过在中控计算机操作完成现场设备单体开停机控制,此操作不具备联锁控制功能,本操作方式用于非生产状态下设备集中调试。自动操作:操作人员通过在中控计算机操作完成独立生产流程内现场设备联锁开停机控制,此时现场设备按照流程顺序完成设备的顺序启停,具备故障连锁停机功能,本操作用于正常生产控制。
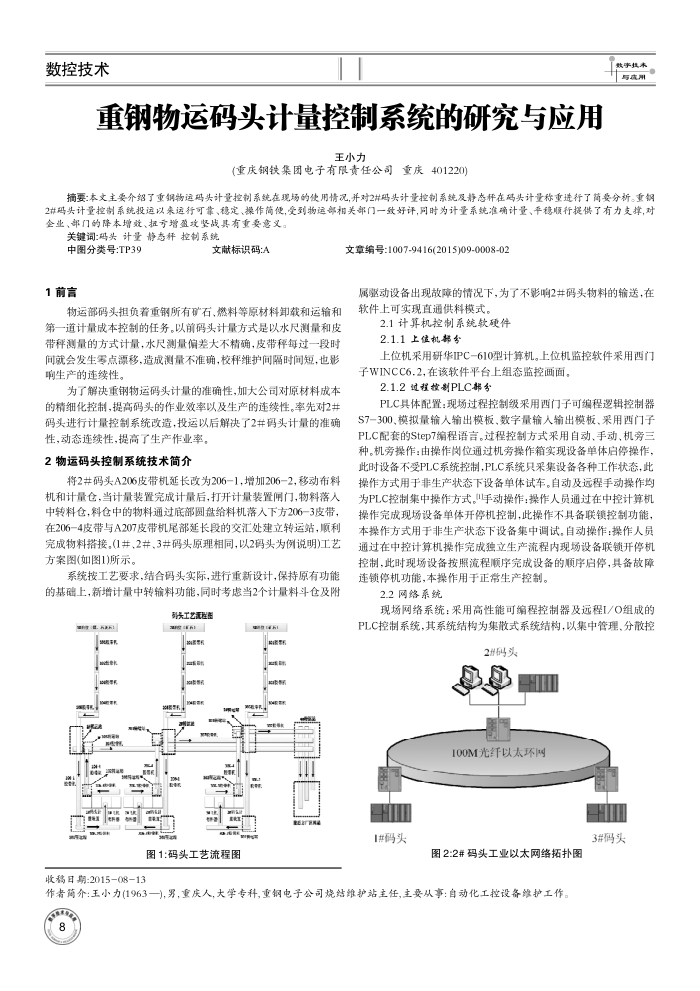
2.2网络系统
现场网络系统:采用高性能可编程控制器及远程I/O组成的 PLC控制系统,其系统结构为集散式系统结构,以集中管理、分散控
2件码头
H
100M光纤以太环网
#码头
图2:2#码头工业以太网络拓扑图
作者简介:王小力(1963一),男,重庆人,大学专科,重钢电子公司烧结维护站主任,主要从事:自动化工控设备维护工作,
3#码头
上一章:自动轧钢机控制系统设计
下一章:8407模具钢表面渗铝氧化研究