您当前的位置:首页>论文资料>自动轧钢机控制系统设计
内容简介
 数事共来与表用
数事共来与表用自动轧钢机控制系统设计
魏颖洁
(唐钢微尔自动化有限公司河北唐山063000)
数控技术
摘要:本文基于PLC控制系统利用传感器技术来设计一整套轧钢的自动化控制系统再传送带上有无钢板,以及钢板位置利用电专阀动作来实现控制全过程。
关键调:PLC传感器技术电磁阀钢板正反转
中图分类号:TP273
文献标识码:A
文章编号:1007-9416(2014)01-0001-01
在轧钢生产中,主要的生产设备包括轧机的机座及传动装置。轧机主要有轧辑,职称轧辑的轴承,机架和轧钢调节装置。在轧制的过程中,主要控制对象为轧辑的位置,这需要上轧辑平衡装置和轧辑调节装置完成,
1轧钢机控制系统的构成
1.1整体柜架
可编程控
传感器
FU1m
制器
图1控制系统框架
电机M1
电机M3
电机M2
图2主线路接线图
12口
O
E年812
检调有天据材物录到1 传原格别验代多8501
24v
s
03
CPU224
10.4 M
93.a
图3I/O端口接线图
-
电机
EU FR
(M4 电瓶YU1
24h
KK4 kane K11
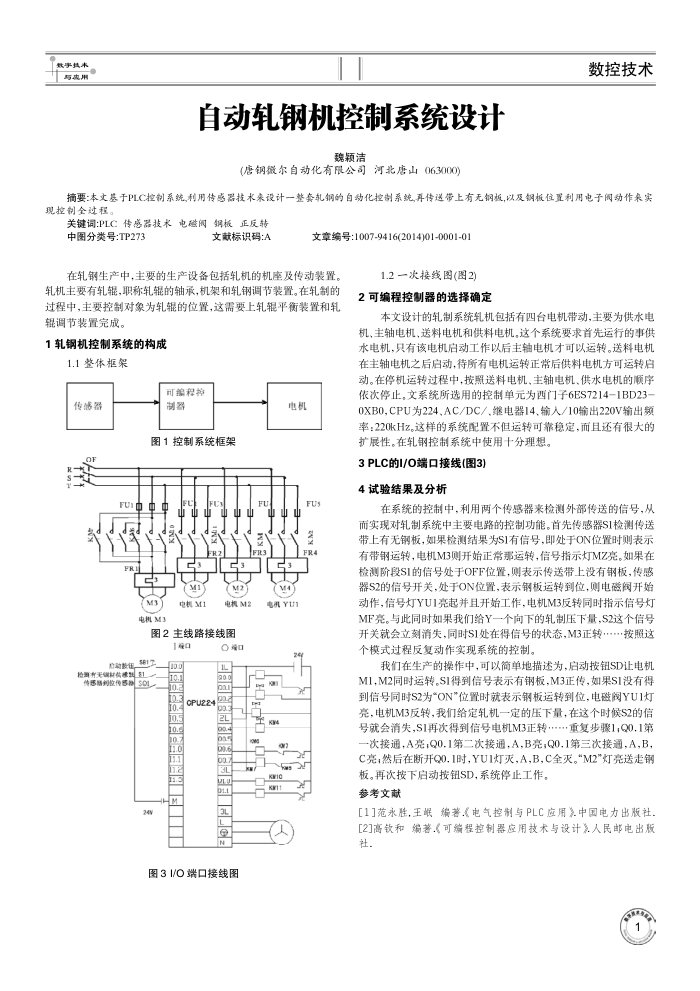
1.2一次接线图(图2) 2可编程控制器的选择确定
本文设计的轧制系统轧机包括有四台电机带动,主要为供水电机、主轴电机、送料电机和供料电机。这个系统要求首先运行的事供水电机,只有该电机启动工作以后主轴电机才可以运转。送料电机在主轴电机之后启动,待所有电机运转正常后供料电机方可运转启动。在停机运转过程中,按照送料电机,主轴电机、供水电机的顺序依次停止,文系统所选用的控制单元为西门子6ES7214-1BD23-0XB0,CPU为224,AC/DC/、继电器14、输人/10输出220V输出频率:220kHz。这样的系统配置不但运转可靠稳定,而且还有很大的扩展性。在轧钢控制系统中使用十分理想。
3PLC的I/O端口接线(图3) 4试验结果及分析
在系统的控制中,利用两个传感器来检测外部传送的信号,从而实现对轧制系统中主要电路的控制功能。首先传感器S1检测传送带上有无钢板,如果检测结果为S1有信号,即处于ON位置时则表示有带钢运转,电机M3则开始正常那运转,信号指示灯MZ亮。如果在检测阶段S1的信号处于OFF位置,则表示传送带上没有钢板,传感器S2的信号开关,处于ON位置,表示钢板运转到位,则电磁阅开始动作,信号灯YU1亮起并且开始工作,电机M3反转同时指示信号灯 MF亮。与此同时如果我们给Y一个向下的轧制压下量,S2这个信号开关就会立刻消失,同时S1处在得信号的状态,M3正转・...・・按照这个模式过程反复动作实现系统的控制。
我们在生产的操作中,可以简单地描述为,启动按钮SD让电机 M1,M2同时运转。S1得到信号表示有钢板,M3正传,如果S1没有得到信号同时S2为“ON"位置时就表示钢板运转到位,电磁阀YU1灯亮,电机M3反转,我们给定轧机一定的压下量,在这个时候S2的信号就会消失,S1再次得到信号电机M3正转.....・重复步1,Q0.1第-次接通,A亮,Q0.1第二次接通,A,B亮,Q0.1第三次接通,A,B, C亮,然后在断开Q0.1时,YU1灯灭,A,B,C全灭。“M2"灯亮送走钢
板。再次按下启动按钮SD,系统停止工作。参考文献
[1]范永胜,王氓编著电气控制与PLC应用》中国电力出版社,[2]高钦和编著《可编程控制器应用技术与设计》人民邮电出版社