IRM 平直度仪在唐钢1810线的改造和应用
内容简介
 应用研究
应用研究IRM平直度仪在唐钢1810线的改造和应用
张志国
(河北钢铁集团唐钢徽尔自动化公司河北唐山063020)
万
摘要:现代热轧板带生产线对仪表的自动检测和控制精度要求越来超高,热乳板带的生产工艺决定了特球检测仪表的重要性,在保证产品的质量和精度方面,全自动非接触式的特殊检测仪表起到了非常重要的作用。唐钢热轧1810线上的多功能仅已经不能满足平直度检测的要求,新上了IRM 公司的ROMETER-F200平直度仪以满足对板型控制的要求。本文介绍了平直度仪的系统结构、工作原理和应用,以及对现有控制程序、接口及控制模型的修改过程
关键调:平直度仪板形控制热轧带钢
中图分类号:TH86
文献标识码:A
文章编号:1007-9416(2013)04-0130-01
平直度是热轧板带产品重要的板型指标之一。原来的1810线带钢平直度是由RM312多功能仪测量的。自投产以来,由于RM312射源温度和板型模型计算软件的间题一直未能连续正常投人使用,在测量较薄板带(2.0以下)时会出现计算不准、甚至不计算现象。现在没有可靠的板型检测措施和手段,就更谈不上板型控制了。随着唐钢减薄量的不断加大,板型的问题尤为突出,急需新增一台高测量精度的平直度仪以及完善现有的板形控制程序,使得反馈板形控制
功能能够连续稳定的投人到该生产线的减薄生产中。 1平直度仪构成
ROMETER-F200平直度仪主要由1个带有气/水冷却装置的不锈钢测量箱,包括用于平直度测量的三排横向测量单元,总共9条测量线(3条固定在中央区域,其他6条分为两组,每组各三条,其位置可随板带的宽度设定调整)。3个摄像头。2个报警显示单元和远程操作单元。1个HMI操作站。一台平直度计算机和一台称为主控计算机。平直度计算机将摄像头的光点位置信号转换为带钢纤维高度,计算出对应的纤维长度及平直度。主控计算机提供用户对系统的维护接口,并用于对环境温度的监控、对轧机信号(如咬钢、带钢速度等)的响应、对标定工具的控制。一个空气吹扫装置,清理测量箱下面窗口的光路。
2测量原理
平直度是不平坦程度的定量表示,带钢生产过
激光器
相像头的钢动
无波动节销表真
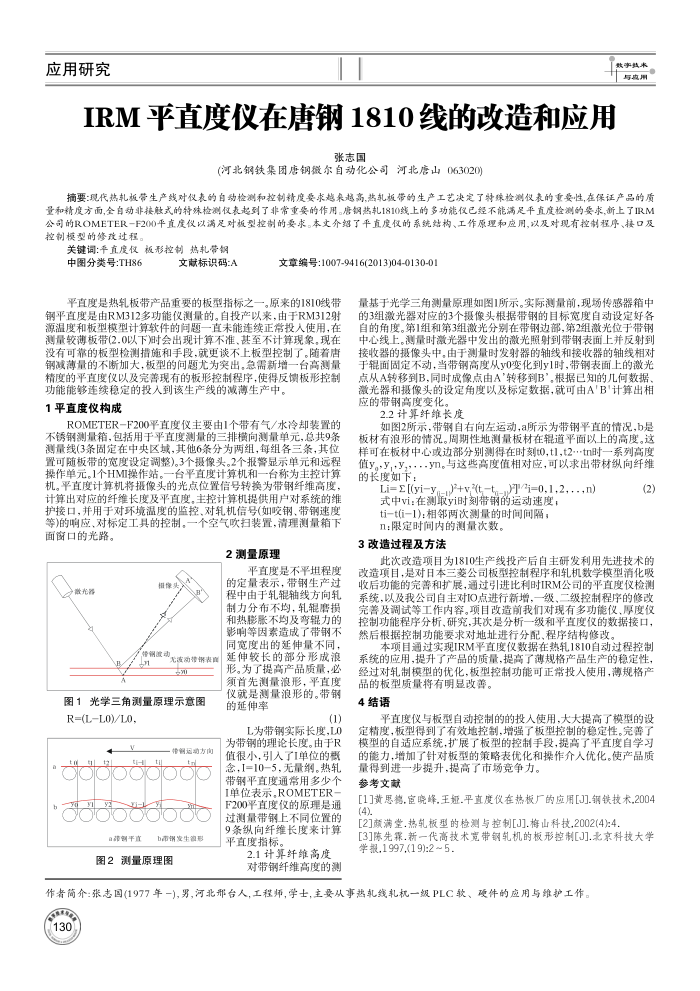
图1光学三角测量原理示意图 R=(LL0)/L0
常运动方
C
4
DOOOOOOOO
a带创平直
图2测量原理图
程中由于轧辑轴线方向轧制力分布不均,轧辊磨损和热膨胀不均及弯辑力的影响等因素造成了带钢不同宽度出的延伸量不同,延伸较长的部分形成浪形。为了提高产品质量,必须首先测量浪形,平直度仪就是测量浪形的。带钢的延伸率
(1)
L为带钢实际长度,LO 为带钢的理论长度。由于R 值很小,引入了单位的概念,1=10-5,无量纲。热轧带钢平直度通常用多少个 I单位表示.ROMETER F200平直度仪的原理是通过测量带钢上不同位置的 9条纵向纤维长度来计算平直度指标。
2.1计算纤维高度对带钢纤维高度的测
量基于光学三角测量原理如图1所示。实际测量前,现场传感器箱中的3组激光器对应的3个摄像头根据带钢的目标宽度自动设定好各自的角度。第1组和第3组激光分别在带钢边部,第2组激光位于带钢中心线上。测量时激光器中发出的激光照射到带钢表面上并反射到接收器的摄像头中,由于测量时发射器的轴线和接收器的轴线相对于辑面固定不动,当带钢高度从y0变化到y1时,带钢表面上的激光点从A转移到B,同时成像点由A转移到B',根据已知的儿何数据、激光器和摄像头的设定角度以及标定数据,就可由A'B计算出相应的带钢高度变化。
2.2计算纤维长度
如图2所示,带钢自右向左运动,a所示为带钢平直的情况,b是板材有浪形的情况。周期性地测量板材在辑道平面以上的高度。这样可在板材中心或边部分别测得在时刻to,t1,t2tn时一系列高度值y。y,.y,,..yn。与这些高度值相对应,可以求出带材纵向纤维的长度如下:
Li= [(yiy)+v,(t,t-)/i=0, 1,2, . -, n)
式中vi:在测取yi时刻带钢的运动速度; ti-t(i-1):相邻两次测量的时闻间隔;五:限定时间内的测量次数。
3改造过程及方法
(2)
此次改造项目为1810生产线投产后自主研发利用先进技术的改造项目,是对日本三菱公司板型控制程序和轧机数学模型消化吸收后功能的完善和扩展,通过弓进比利时IRM公司的平直度仪检测系统,以及我公司自主对IO点进行新增,一级、二级控制程序的修改完善及调试等工作内容。项目改造前我们对现有多功能仪、厚度仪控制功能程序分析、研究,其次是分析一级和平直度仪的数据接口,然后根据控制功能要求对地址进行分配,程序结构修改
本项目通过实现IRM平直度仪数据在热轧1810自动过程控制系统的应用,提升了产品的质量,提高了薄规格产品生产的稳定性,经过对轧制模型的优化,板型控制功能可正常投人使用,薄规格产
品的板型质量将有明显改善。 4结语
平直度仪与板型自动控制的的投人使用,大大提高了模型的设定精度,板型得到了有效地控制,增强了板型控制的稳定性。完善了模型的自适应系统,扩展了板型的控制手段,提高了平直度自学习的能力,增加了针对板型的策略表优化和操作介人优化。使产品质
量得到进一步提升,提高了市场竞争力。参考文献
[1]黄思势.宦晓峰.王娅.平直度仪在热板厂的应用[J].钢铁技术,2004(4)
[2]颜满堂.热轧板型的检测与控制[J].梅山科技,2002(4)4
[3]陈先霖.新一代高技术宽带钢轧机的板形控制[J].北京科技大学学报,1997.(19):2 ~ 5,
作者简介:张志国(1977年一),男,河北邢台人,工程师,学士,主要从事热轧线札机一级PLC软、硬件的应用与维护工作 130