您当前的位置:首页>论文资料>某项目海底管线环焊缝的质量控制
内容简介
 2016-10
2016-10百家争鸣
当代化工研
Chenmd
某项目海底管线环焊缝的质量控制
*常永刚12王长安12杨专钊12吴金辉12于刚3(1.北京隆盛泰科石油管科技有限公司北京100101 2.中国石油集团石油管工程技术研究院陕西710077
3.内蒙古包钢钢联股份有限公司钢管公司内蒙古014010)
143
摘要:海底管道建设方共末来,海底管道施工存在着很多向身特点。相比于陆地管道,投资大,销设难度大,受据多外界固素的影响。
这龄环辉缝质量的控制电带来了据多阻力。本文通过某项耳海底管道建设,介绍了海底管适环缝质量的控制,关键词:海底管道;环焊缝;射线检检
中图分类号:T
文献标识码:A
The quality control methods of girth-weld of ChunXiao submarine pipelines project
Chang Yonggang'2, Wang Chang'an'-2, Yang Zhuanzhaol-2, Wu jinhui'-2, Yu gang
(1.Beijing Longshine Oil Tubular Technology Co. Ltd, Beijing, 100101
2.CNPC Tubular Goods Research Institute, Shanxi. 710077 3. Baosteel Seamless Tube Mill, Neimenggu, 014010)
Abstracf:The constrnction of stbmarine pipelines is in the ascendan, it has mamy diferenz aspecrs compared to pipelines on land. Srch as. more investment, more dificarlt to construcf, more easier affected by environmem and weather. All rhis make the qtiality control merhods of girzh-weld more dificulr. This paper introduced ahe quality control methods of girth-weld of'via the projecr.
Keywords: sarbmarine pipelines; ginzh-weld; X-ray inspecrion
随着全球范围内的能源紧缺,2004年开始,我国海洋
油气资源开发进入大规模开发阶段。预计石油储量为275.3 亿吨,天然气储量为10.6万亿立方米。目前原油的发现率仅为18.5%,天然气发现率仅为9.2%,极具开发潜力。开发海洋油气资源已成为国家重大能源战略举措。
随着海洋油气资源的大规模开发,作为海洋油气资源重要输送工具的海底长输管道建设也迎来了高峰。质量是建设海管的重中之重。为了确保质量我们就得从施工过程中每个细节抓起。本文就以某项目海底管道建设为例,重点阐述
在海管建设中如何控制环焊缝的质量。 1.海管铺设的流程
(1)铺管船的作业线介绍
该项目海底管道的施工单位为韩国现代重工公司,韩国现代重工海上施工经验丰富,曾参与过多处海洋工程的施工,铺管船装备先进,工作效率较高。此次参与该项目的铺
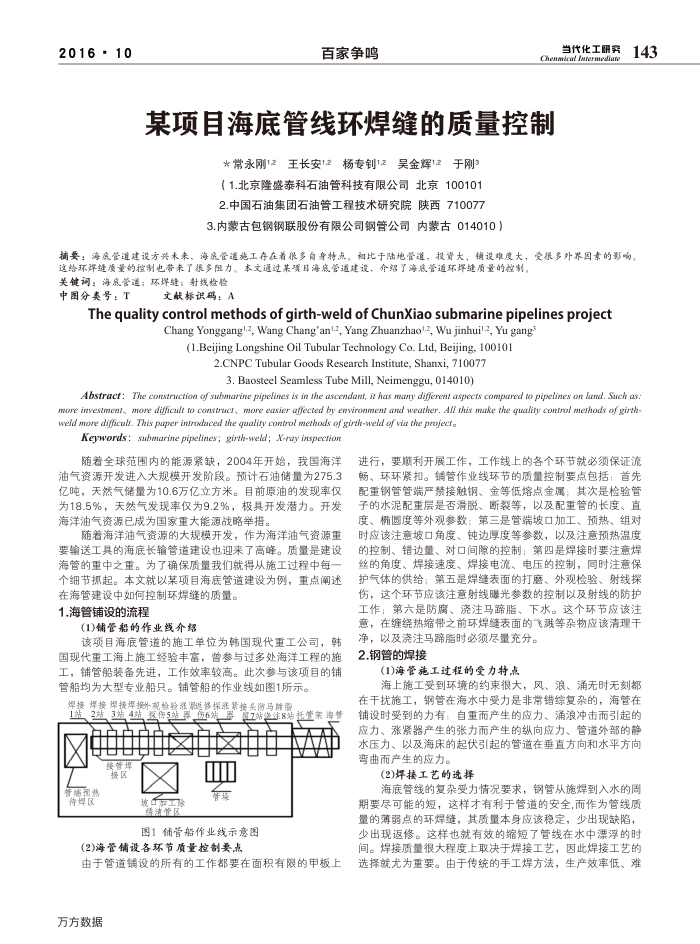
管船均为大型专业船只。铺管船的作业线如图1所示。焊接焊换焊接焊外观检验准修探湿繁换头防马肺脂 1站2站3站4站
接普焊接区
普端预热待焊区
区骏所继清管
目管球
图1铺管船作业线示意图
(2)海管铺设各环节质量控制要点
由于管道铺设的所有的工作都要在面积有限的甲板上
方方数据
进行,要顺利开展工作,工作线上的各个环节就必须保证流畅、环环紧扣。铺管作业线环节的质量控制要点包括:首先配重钢管管端严禁接触铜、金等低熔点金属:其次是检验管子的水泥配重层是否滑脱、断裂等,以及配重管的长度、直度、椭圆度等外观参数;第三是管端坡口加工、预热、组对时应该注意坡口角度、钝边厚度等参数,以及注意预热温度的控制、错边量、对口间隙的控制:第四是焊接时要注意焊丝的角度、焊接速度、焊接电流、电压的控制,同时注意保护气体的供给;第五是焊缝表面的打磨、外观检验、射线探伤,这个环节应该注意射线暖光参数的控制以及射线的防护工作:第六是防腐、浇注马蹄脂、下水。这个环节应该注意,在维缠绕热缩带之前环焊缝表面的飞溅等杂物应该清理干
净,以及浇注马蹄脂时必须尽量充分。 2.钢管的焊接
(1)海管施工过程的受力特点
海上施工受到环境的约束很大,风、浪、涌无时无刻部在干扰施工,钢管在海水中受力是非常错综复杂的,海管在铺设时受到的力有:自重而产生的应力、涌浪冲击而引起的应力、涨紧器产生的张力而产生的纵向应力、管道外部的静水压力、以及海床的起伏引起的管道在垂直方向和水平方向弯曲而产生的应力。
(2)坪接工艺的选择
海底管线的复杂受力情况要求,钢管从施焊到入水的周
期要尽可能的短,这样才有利于管道的安全,而作为管线质量的薄弱点的环焊缝,其质量本身应该稳定,少出现缺陷,少出现返修。这样也就有效的缩短了管线在水中漂浮的时间。焊接质量很大程度上取决于焊接工艺,因此焊接工艺的选择就尤为重要。由于传统的手工焊方法,生产效率低、难