����ǰ��λ�ã���ҳ>��������>����ע��ģ�ߵ����ع��շ�������
����ע��ģ�ߵ����ع��շ�������
���ݼ��
 ���ؼ���
���ؼ�������ע��ģ�ߵ����ع��շ�������
����
(���������ְͨҵѧԺ���ع���ϵ��������110023)
������
ժҪģ�ӹ����������ؼӹ������ž������ص�����,���ԶԵ���ģ�ߵ����ؼӹ����պͶ˳̹��̽����о�,���������ؼӹ���Ա���õ�����ģ�ӹ��ı�̼��ɣ����нϺõľ�ʵ���塣���Ķ�һ��������ģ�ߵļӹ����պͱ�̹��̽����˷���,�����˷�����֤,Ч�۽Ϻ�,�����ܶԴ���ģ�ӹ���ͬ����һ���Ľ�����á�
�ؼ��ʣ�ע��ģ�߹��շ����˳���ͼ����ţ�TQ320.52
1����
���ױ�ʶ��:A
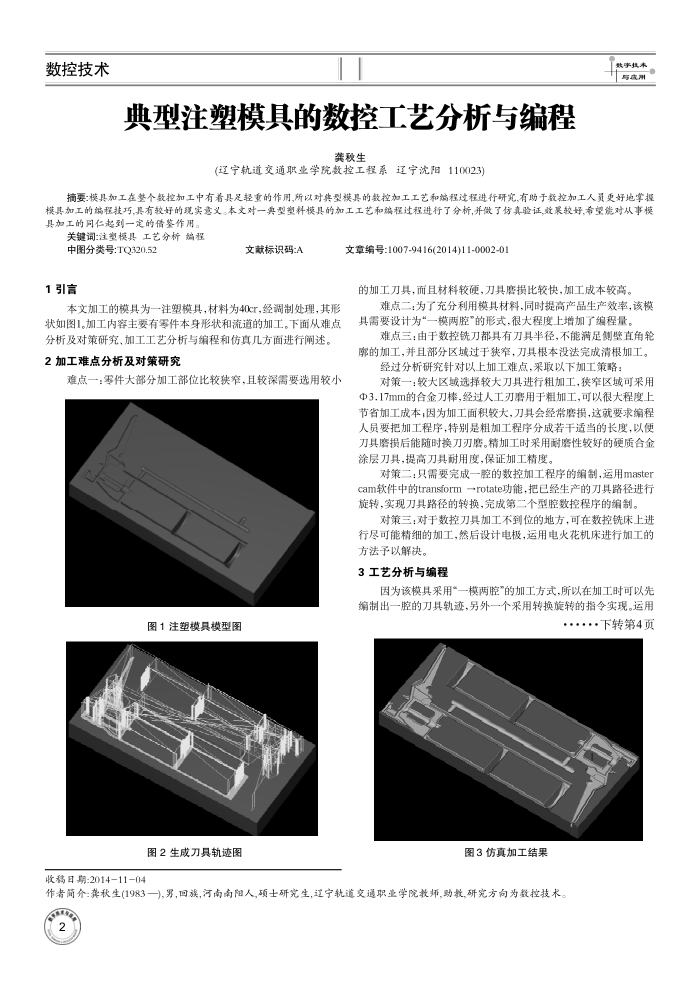
���ļӹ���ģ��Ϊһע��ģ�ߣ�����Ϊ40cr�������ƴ���������״��ͼ1���ӹ�������Ҫ�����������״�������ļӹ���������ѵ�������Բ��о����ӹ����շ������̺ͷ��漸�������բ���� 2�ӹ��ѵ�������Բ��о�
�ѵ�һ������ּӹ���λ�Ƚ���խ���ҽ�����Ҫѡ�ý�С
ͼ1ע��ģ��ģ��ͼͼ2���ɵ��߹���ͼ
�������ڣ�2014-11-04
���±�ţ�:1007-9416(2014)11-0002-01
�ļӹ����ߣ����Ҳ��Ͻ�Ӳ������ĥ��ȽϿ죬�ӹ��ɱ��ϸߡ�
�ѵ����Ϊ�˳������ģ�߲��ϣ�ͬʱ��߲�Ʒ����Ч�ʣ���ģ����Ҫ���Ϊ��һģ��ǻ"����ʽ���ܴ�̶��������˱������
�ѵ�������������ϳ�������е��߰뾶������������ֱ�����ĵļӹ������Ҳ������������խ�����߸���û���������ӹ���
���������о�������ϼӹ��ѵ㣬��ȡ���¼ӹ����ԣ�
�Բ�һ���ϴ�����ѡ��ϴ߽�����ӹ�����խ����ɲ��� ��3.17mm�ĺϽ��������˹���ĥ���ڴּӹ������Ժܴ�̶��Ͻ�ʡ�ӹ��ɱ�����Ϊ�ӹ�����ϴ��ᾭ��ĥ�����Ҫ������ԱҪ�Ѽӹ������ر��Ǵּӹ�����ֳ������ʵ��ij��ȣ��Ա㵶��ĥ�������ʱ������ĥ�����ӹ�ʱ������ĥ�ԽϺõ�Ӳ�ʺϽ�Ϳ�㵶�ߣ���ߵ������öȣ���֤�ӹ����ȡ�
�Բ߶���ֻ��Ҫ���һǻ�����ؼӹ�����ı��ƣ�����master cam�����е�transform��rotate���ܣ����Ѿ������ĵ���·��������ת��ʵ�ֵ���·����ת������ɵڶ�����ǻ���س���ı��ơ�
�Բ������������ص��ӹ�����λ�ĵط�����������ϳ���Ͻ��о����ܾ�ϸ�ļӹ���Ȼ����Ƶ缫�����õ�������мӹ��ķ������Խ����
3���շ�������
��Ϊ��ģ�߲��á�һģ��ǻ"�ļӹ���ʽ�������ڼӹ�ʱ�����ȱ��Ƴ�һǻ�ĵ��߹켣������һ������ת����ת��ָ��ʵ�֡�����
��..��ת��4ҳ
ͼ3����ӹ����
����飺������(1983һ),�У�����,����������,��ʿ�о���,���������ְͨҵѧԺ��ʦ������,�о�����Ϊ���ؼ�����
��һ�£�TBM��������ͬĥ��״̬�µ�������Ԥ��
��һ�£���Ҷ�������ؼӹ�װ�õ�����