您当前的位置:首页>论文资料>数控车床批量生产快速对刀的方法探讨
内容简介
 数控技术
数控技术数控车床批量生产快速对刀的方法探讨
李志强
(广州市轻工高级技工学校广东广州510000)
摘要:数控车床的零件加工常常要进行批量生产,实际的量生产中确定了零件数控加工工艺,编写的数控程序一般情况下是不修改的,要保证每个加工零件的基准刀正确对刀,才能够加工出合格的产品。本文主要对数控车床的批量加工中加何实现快速对刀,编短加工时间,提高加工效率的方法进行探讨的。
关键词:批量生产快速对刀加工卡瓜G50
中图分类号:TH17
文献标识码:A
文章编号:1007-9416(2011)07-0002-02
在数控车床加工的轴类零件中,有些工件比较长,可以装夹工件的一端后对另一端进行机械加工,如图1,有些轴类零件比较短,需要装夹加工后从毛坏上切断形成零件,如图2。本文分别加以闹述:
使用设备:数控车床(广州数控980TA数控系统)
刀具和量具:普通外圆车刀,内孔车刀,切槽刀(刀宽2mm)、游标卡尺
7E
50
图1加工零件1
图2加工零件2
1、用加工卡盘卡爪的方法实现快速对刀
加工图1所示的零件时,可以用卡爪装夹工件长20mm的外圆柱面,零件的装夹足够安全,这时对卡盘卡爪进行改进,对比图3的原始卡爪以及图4加工改进后的卡爪可以发现:图4中把卡爪的前端部分用车床加工成一定圆弧并且有深度的圆柱面,这样在首次加工中对刀具进行对刀后,以后的每次加工中都直接把工件放在卡爪上
不用重新对刀直接进行加工,达到快速对刀的目的。 2、利用G50设定工作坐标系实现快速对刀
在加工图2所示零件时,由于加工的长度较短面不能够进行单独装夹,需要在装夹毛坏的情况下一段一段地切断形成工件,这时不能使用上述的改进卡爪的方法,可以采用如下的方法进行加工。
方法1:在控制面板中输入G50指令来实现快速对刀
加工图1零件的程序如下: 00001
G00 X100 Z100; T0101,(外圆车刀)
M03S500F40 G00X36Z2
G94X28Z0,(平端面)
图3原始的卡抓(未改进时前端是平的)
方方数据
图4改进后的卡抓(改进后前端
带圆弧)
000I0
T0202;(内孔车刀)
G00X28Z2 G01X30.3,
2-9, G00X28
Z100, X100, T0101:
G00X36Z2 G01X34;
Z-9, G00X100,
Z100,
T0303(切槽刀,刀宽2mm,对刀点在左边)
G00X36Z-9. G01X28F20; G00Z100; X100; T0101; M05; M30,
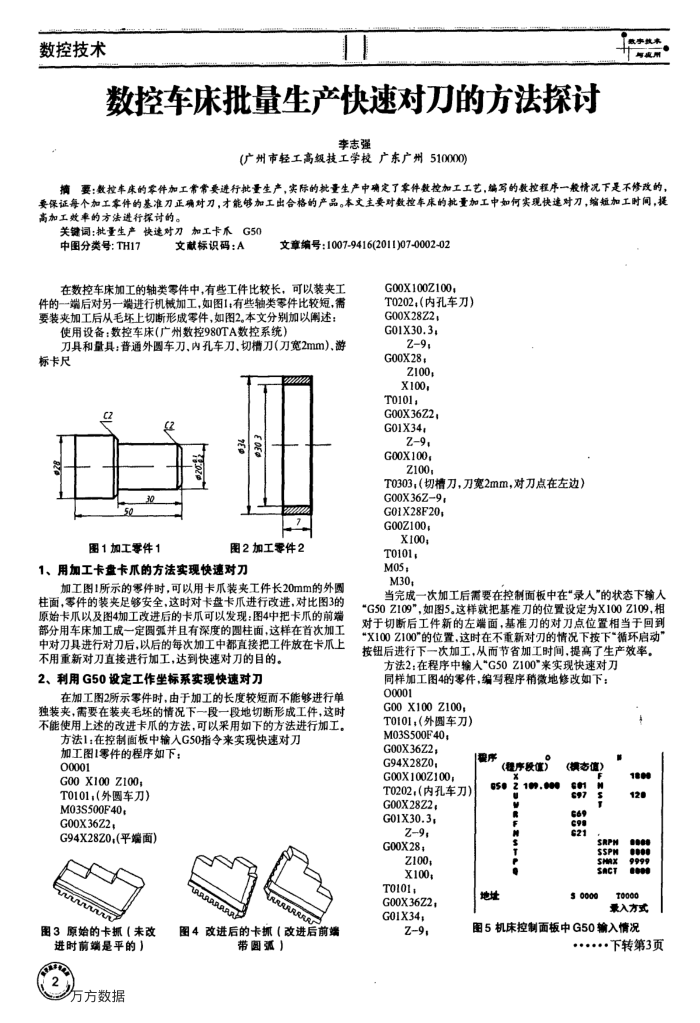
当完成一次加工后需要在控制面板中在“录人"的状态下输人“G50Z109",如图5.这样就把基准刀的位置设定为X100Z109,相对于切断后工件新的左端面,基准刀的对刀点位置相当于回到*X100Z100的位置,这时在不重新对刃的情况下按下“循环启动按钮后进行下一次加工,从而节省加工时间,提高了生产效率,
方法2:在程序中输人"G50Z100"来实现快速对刀同样加工图4的零件,编写程序稍微地修改如下: 00001
G00 X100 Z100, T0101:(外圆车刀)
M03S500F40 G00X36Z2;
G94X28Z0
G00X100Z100 T0202,(内孔车刀)
G00X28Z2 G01X30.3,
z9, G00X28; Z100 X100; T0101; G00X36Z2 G01X34;
z9,
爱序
(程序股值)
eso 地址
109.000
(携书值)
601 697
SRPH SSPH SHRX SACT
50000
1800 120
e 00 6666 00
To000 最入方式
图5机床控制面板中G50输入情况
・下转第3页
上一章:陶瓷轴套旋转超声加工机床控制系统研究
下一章:浅谈数控机床加工精度的控制