SINUMERIK 802S数控车床多把刀具的对刀方法
内容简介
 数事效术博皮用
数事效术博皮用SINUMERIK802S
数控车床多把刀具的对刀方法
闵玉婷
(陕西能源职业技术学院机电工程系陕西威阳712000)
数控技术
摘要:在数控车削过程中,利用对刀操作建立机床坐标系与工件坐标系间的联系,对刀操作是零件加工过程中的一个重要环节。以SINUMERIK 802S数控系统为例详细介绍通过设置刀具偏移量对多把刀具进行对刀的操作方法,并应用数控程序对对刀结果进行验证。操作者在实观过程中可将此方法推广到其它数控系统,从而有效地进行生产加工。
关键词:数控车床多拖刀具对刀操作
中图分类号:TG69
文献标识码:A
数控车床的对刀方法有试切法对刀,机外对刀仪对刀和自动对刀三种,其中试切法对刀应用较广。试切法对刀建立工件坐标系方法主要有两种零点偏置指含(G54~G57)对刀和设置刀县偏移值对刀。车床上零件加工需要多把刀具完成时,若采用零点偏置指令对刀,需一把刀具设置在一个零点偏置指令中,使用时不太方使,故常采用设置刀具偏移值对刀,通过对刀将工件坐标系原点在机床坐标系中位置测量出来并输人到刀具长度补偿等寄存器中,运行时调用该长度补偿,使刀具在工件坐标系中运行。现以设置刀具偏移值为
例介绍多刀把刀具的对刀方法。 1建立工作任务
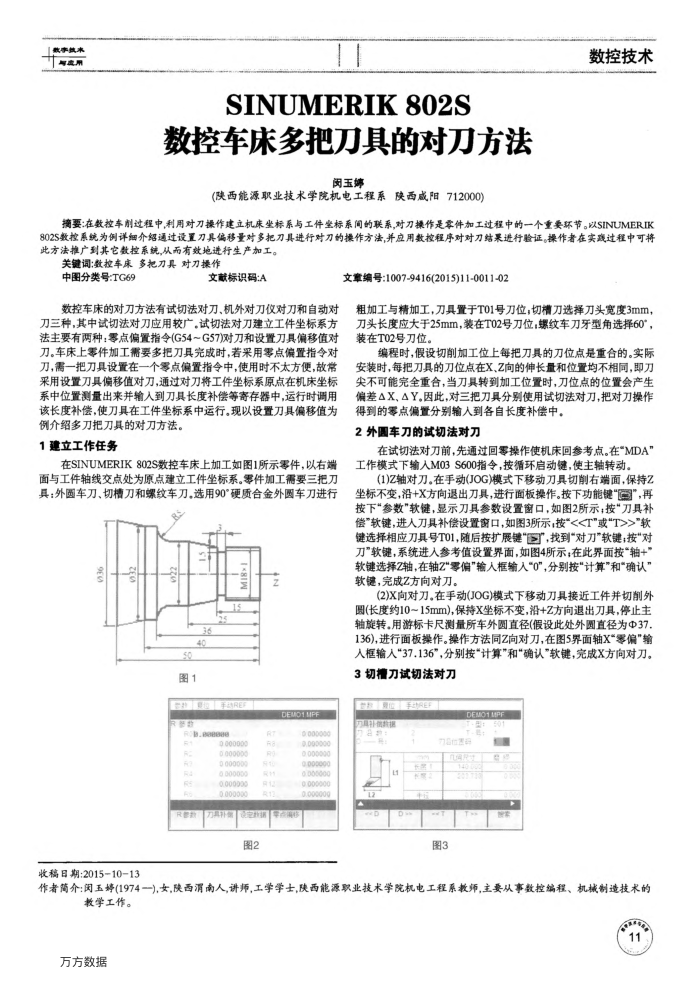
在SINUMERIK802S数控车床上加工如图1所示零件,以右端面与工件轴线交点处为原点建立工件坐标系。零件加工需要三把刀具;外圆车刀、切槽刀和螺纹车刀,选用90"硬质合金外圆车刀进行
图1
DEMO1MPF
BPaene
0.000000
00000 0.00000
图2
收稿日期:2015-10-13
R
0.000000 0.000000 9.099099
文章编号:1007-9416(2015)11-0011-02
粗加工与精加工,刀具置于T01号刀位,切槽刀选择刀头宽度3mm,刀头长度应大于25mm,装在T02号刀位;螺纹车刀牙型角选择60°,装在T02号刀位,
编程时,假设切削加工位上每把刀具的刀位点是重合的。实际安装时,每把刀具的刀位点在X、Z向的伸长量和位置均不相同,即刀尖不可能完全重合,当刀具转到加工位置时,刀位点的位置会产生偏差4X,△Y.因此,对三把刀具分别使用试切法对刀,把对刀操作
得到的零点偏置分别输人到各自长度补偿中。 2外圆车刀的试切法对刀
在试切法对刀前,先通过回零操作使机床回参考点。在"MDA" 工作模式下输人M03S600指令,按循环启动键,使主轴转动。
(1)Z轴对刀。在手动(JOG)模式下移动刀具切削右端面,保持Z 坐标不变,沿+X方向退出刀具,进行面板操作。按下功能键“”,再按下“参数"软键,显示刀具参数设置窗口,如图2所示;按“刀具补偿"软键,进人刀具补偿设置窗口,如图3所示,按"<
(2)X向对刀在手动(JOG)模式下移动刀具接近工件并切副外圆(长度约10~15mm),保持X坐标不变,沿+Z方向退出刀具,停止主轴旋转,用游标卡尺测量所车外圆直径(假设此处外圆直径为中37 136),进行面板操作。操作方法同Z向对刀,在图5界面轴X"零偏”输
3切槽刀试切法对刀计信摄
图3
作者简介:闵玉婷(1974一),女,陕西渭南人,讲师,工学学士,陕映西能源职业技术学院机电工程系教师,主要从事数控编程、机械制造技术的
教学工作。
11
万方数据
上一章:数控车床怎样使用子程序
下一章:数控机床及其伺服系统的研究