您当前的位置:首页>论文资料>车削加工快速对刀装置的设计与运用
内容简介
 经验交流
经验交流doi ;10. 16576/j. cnki. 10074414. 2017. 04. 049
2017年第4期(第30卷,总第150期)・机械研究与应用
车削加工快速对刀装置的设计与运用
李新
(建斌中等职业技术学校,广东中山528415)
摘要:在普通车床切削加工中,安装不同高度的车刀需要寻找不同厚度的垫片,而垫片大小不一,并且容易变形,车削前的安装对刀要耗费不少的时间等我合适的垫铁片,影响了加工效率,针对此问题,设计制作一种车削用快速对刀装置,可以实现车削时的快速对刀,省去寻找合适垫铁片的麻烦;同时该装置可以加强车刀的抗弯能力,提高车削工件的加工质量。
关键词:车削加工;对刀装置;快速
中图分类号:TG519
文献标志码:A
文章编号:10074414(2017)040148-03
Design and Application of Rapid Tool Setting Device for Turning
LIXin
(Jianbin Secondary Vocational School, Zhongshan Guangdong 528415, China)
Abstract : In the cutting process of the general lathe, it needs to look for gaskets of different thickness for installing the turning tools of different height, while the shims are not of uniform size and they are easily deformed, the knife installation before tum ing process usually have to spend a lot of time looking for the right iron gaskets, thus to influence the processing efficiency. In view of this problem, a quick tool setting device for turning is designed and manufactured in this paper. It could realize the quick tool setting in turning, and could save the time of finding the right gaskets; meanwhile, this device could enhance the
tool flexural capacity , and improve the machining quality of workpiece in turning. Key words : turning; tool setting device; fast
引言 0
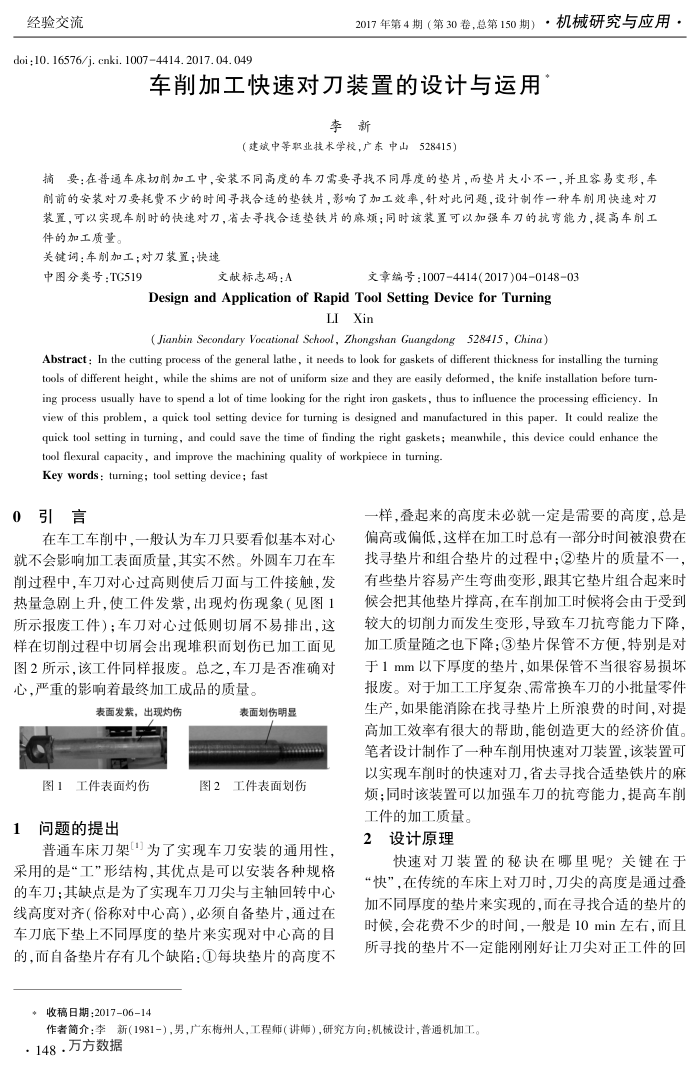
在车工车削中,一般认为车刀只要看似基本对心就不会影响加工表面质量,其实不然。外圆车刀在车削过程中,车刀对心过高则使后刀面与工件接触,发热量急剧上升.使工件发紫,出现灼伤现象(见图1 所示报废工件):车刀对心过低则切屑不易排出,这样在切削过程中切屑会出现堆积而划伤已加工面见图2所示,该工件同样报废。总之,车刀是否准确对心,严重的影响着最终加工成品的质量。
表面发紫,出现灼伤
图1工件表面灼伤
1
问题的提出
表面划伤明显
图2工件表面划伤
普通车床刀架为了实现车刀安装的通用性采用的是“工”形结构,其优点是可以安装各种规格的车刀;其缺点是为了实现车刀刀尖与主轴回转中心线高度对齐(俗称对中心高),必须自备垫片,通过在车力底下垫上不同厚度的垫片来实现对中心高的目的,而自备垫片存有几个缺陷:①每块垫片的高度不
*收稿日期:2017-06-14
一样,叠起来的高度未必就一定是需要的高度,总是偏高或偏低,这样在加工时总有一部分时间被浪费在找寻垫片和组合垫片的过程中;②垫片的质量不一,有些垫片容易产生弯曲变形跟其它垫片组合起来时候会把其他垫片撑高,在车削加工时候将会由于受到较大的切削力而发生变形,导致车刀抗弯能力下降,加工质量随之也下降:3垫片保管不方便,特别是对于1mm以下厚度的垫片,如果保管不当很容易损坏报废。对于加工工序复杂、需常换车刀的小批量零件生产,如果能消除在找寻垫片上所浪费的时间,对提高加工效率有很大的帮助,能创造更大的经济价值。笔者设计制作了一种车前用快速对力装置,该装置可以实现车削时的快速对刀,省去寻找合适垫铁片的麻烦;同时该装置可以加强车刀的抗弯能力,提高车削
工件的加工质量。 2设计原理
快速对刀装置的秘决在哪里呢?关键在于“快”,在传统的车床上对刀时,刀尖的高度是通过叠加不同厚度的垫片来实现的,而在寻找合适的垫片的时候,会花费不少的时间,一般是10min左右,而且所寻找的垫片不一定能刚刚好让刀尖对正工件的回
作者简介:李新(1981-),男,广东梅州人,工程师(讲师),研究方向:机械设计,普通机加工。・148.万方数据