您当前的位置:首页>论文资料>数控机床多线螺纹加工技术探析
内容简介
 学术论坛
学术论坛数控机床多线螺纹加工技术探析
杨小英
(江苏省常州技师学院江苏常州213017)
事与度用
摘要:系统地介绍了车刀的选择、车刀角度的计算,车刀的安装技巧和多线螺纹中螺距以及主轴转速的计算方法;对多线螺纹加工中分战问题,微做了详期的介绍,提供了了阅周分线法以及输向分线法的实际操作技巧。同时,给出了直线式切削法和斜进式切削法两个加工进给方法的操作要领,并对其优缺点做了对比。此外,还介绍了多线媒纹分线误差的修正方法。为生产加工多线媒效提供参考,为减少错误操作、提高产品质量及生产效率提供切实可行的借鉴。
关键调:多线媒纹参数设置分线方法进给方式分线误差修正
中图分类号:TG519.1
文献标识码:A
文章编号:1007-9416(2012)04-0268-01
螺纹广泛用于各种机械产品中,很多零件都带有螺纹,按其在机械装置的功能分,可以将其分为连接螺纹、固定螺纹、传递动力螺纹以及减速运动螺纹。由一条螺旋线形成的螺纹叫单线螺纹,由两条或两条以上的轴向等距分布的螺旋线所形成的螺纹叫多线螺纹,
本文主要介绍的是螺纹中有重要应用的多线螺纹。 1、系统参数设置
在实际的生产加工中,车床系统是直接作用于工件的,其参数的设置,直接关系到工件的产品质量。因此,在加工多线螺纹之前,必须熟悉车场系统的参数设置。
车刀材质及车刀角度,一般来说,车削多线螺纹所选择的刀具需要根据工件的材料来选择,若工件的材料是普通碳素结构钢,且螺距小于3mm的梯形螺纹,可选用硬质合金刀具,著工件是硬质合
金,则应采用YT15或YW1车刀材质的车刀。 2、分线方法
多线螺纹的各螺旋槽在轴向是等距分布的,在端面上螺旋线的起点是等角度分布的在车削过程中,解决等距分布的方法叫分线,常用的分线方法有如下两种。
2.1圆度分线法
圆周分度法是根据多线螺纹的各条线在圆周等距分布进行分
360
线的,各起始点在端面上相隔的角度为9:
,式中,6多线螺纹
各起点在端面上相隔的角度;够线螺纹的线数。
2.2轴向分线法
当车好一个螺旋槽后,把车刀沿工件轴向移动一个螺距,再车削另一条螺旋槽的分线方法称为轴向分线法,其操作方法和卧式车床加工多线螺纹所用的小滑板分线一样,只要改变起始点的坐标就可以了,即加工第2条螺旋线的起点跟加工第1条螺旋线的起点方向
相差一个螺距即可。 3、加工进给方法
3.1直进式切削方法
直进式切削方法是在每次螺纹切削往复行程后,车刀沿着横向(X轴方向)进给,多次反复进给完成螺纹切前加工,一般多用于小螺距螺纹加工。如图1所示。
3.2斜进式切削方法
工件
图1直进式切削法示意图
图2斜进式切削方法示意图
268
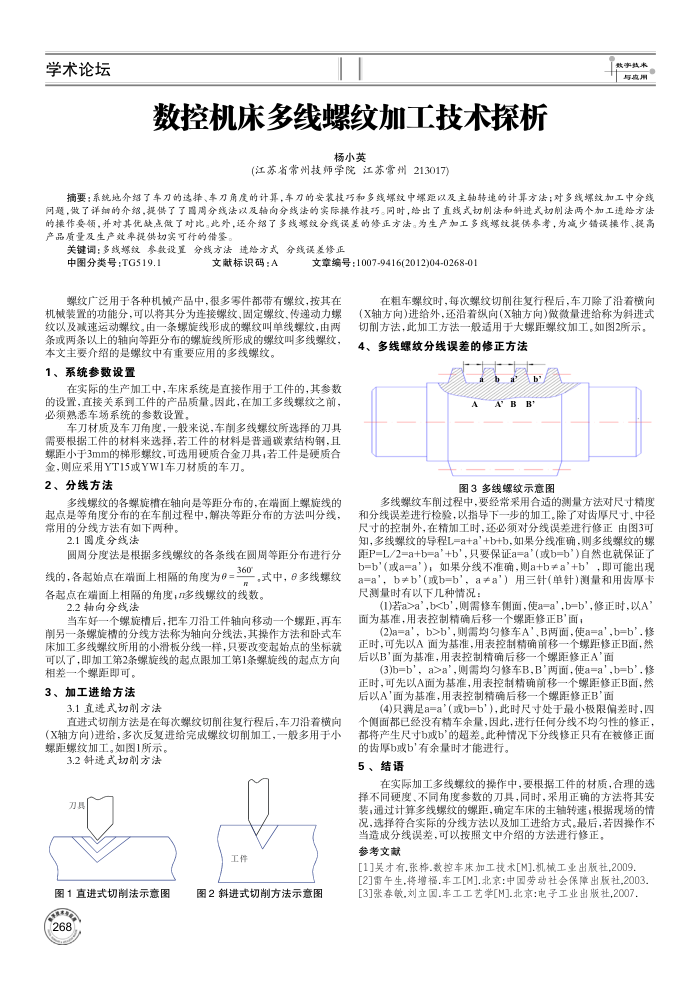
在粗车螺纹时,每次螺纹切前往复行程后,车刀除了沿着横向(X轴方向)进给外,还沿着织向(X轴方向)做微量进给称为斜进式切前方法,此加工方法一般适用手大螺距螺纹加工,如图2所示。 4、多线螺纹分线误差的修正方法
A
ABB
图3多线螺纹示意图
多线螺纹车前过程中,要经常采用合适的测量方法对尺寸精度和分线误差进行检验,以指导下一步的加工。除了对齿厚尺寸、中径尺寸的控制外,在精加工时,还必须对分线误差进行修正由图3可知,多线螺纹的导程L=a+a'+b+b,如果分线准确,则多线螺纹的螺距P=L/2=a+b=a"+b',只要保证a=a"(或b=b")自然也就保证了 b=b'(或a=a'),如果分线不准确,则a+b半a+b’,即可能出现 a=a',b≠b"(或b=b',a≠a")用三针(单针)测量和用齿厚卡尺测量时有以下几种情况:
(1)诺a>a",b
(3)b=b',a>a",则需均勾修车B,B"两面,使a=a',b=b".修正时,可先以A面为基准,用表控制精确前移一个螺距修正B面,然后以A'面为基准,用表控制精确后移一个螺距修正B"面
(4)只满足a=a"(或b-b"),此时尺寸处于最小极限偏差时,四个侧面都已经没有精车余量,因此,进行任何分线不均勾性的修正,都将产生尺寸b或b的超差。此种情况下分线修正只有在被修正面
的齿厚b或b'有余量时才能进行。 5、结语
在实际加工多线螺纹的操作中,要根据工件的材质,合理的选择不同硬度、不同角度参数的刀具,同时,采用正确的方法将其安装,通过计算多线螺纹的螺距,确定车床的主轴转速,根据现场的情况,选择符合实际的分线方法以及加工进给方式。最后,若因操作不
当造成分线误差,可以按照文中介绍的方法进行修正。参考文献
[1]吴才有,张格.数控车床加工技术[M].机械工业出版社,2009.[2]雷牛生,将增福.车工[M].北京:中国劳动社会保障出版社,2003.[3]张春敏.刘立国.车工工艺学[M].北京:电子工业出版社,2007
上一章:浅谈数控机床加工精度误差原因分析及改进措施
下一章:M7130平面磨床排故系统设计