您当前的位置:首页>论文资料>对数控车子程序应用探讨
内容简介
 ,教控技术
,教控技术对数控车子程序应用探讨
事晓辉
(天津机电职业技术学院
天津
300131)
数字技术与应用
摘要:数控车端程中的子程序对于加工有规律结构形状的工件端程具有程序简化,易修改,通用性强的优点,可减少内存,优化程序,熟练应用子程序可大大提高端程盾量和加工效率。本文对此加以探讨。
关键调:数控车子程序尺寸计算与编程技巧特球用法镐程应用中图分类号,TG519
文献标识码:A
1、子程序编制时相关尺寸计算与编程技巧
数控程序编制时,合理、恰当的运用各指令,能够简化程序,大大提高生产效率。数车主要加工回转体零件,对于二些复杂工件,程序编制时较多的运用一些固定循环指令和复合循环指令以简化程序,如G71.G72等。待别是G71的熟练使用,但G71指令受丁件形状的影响,它只能加工尺寸是单纯增大或减小的工件,对于尺寸无规律变化,需重复加工几何形状完全相同或相似的加工轨迹,应采用子程序编程。具体的编程步骤如下:
(1)循环加工总切削余鼠(毛坏总去除量):总切削余量-毛坏直径一循环加工轨迹中工件最小直径。内孔总切削余量一循环加工轨迹中工件最大内孔直径一最小孔径+精车余量,因内孔精车余量向工件中心方向预留。(2)设定循环加工中进刀量(即切削深度),进刀量应根据被加工工件的材料.工件直径、所用加工刀具等因素来确定,一般取整数,这样可以方便计算。并月进刀量一般编制在子程子的第一个程序段。外形进力量为负,内孔为正.(3)计算循环加工次数,循环次数总切削余量一精车余录)一进刀量。如果不能整除,留有余数,则将循环次数追加一次。刀具还是以设定的切削深变均匀车制总余量,只是循环加工起点相应往后退,使其第一刀只车掉计算所得余数。(4) 循环加工起点尺寸。外形循环加工起点直径值三循环加工轨迹中起始轮离尺寸+智环加工总切前余量,加工内孔时应为二者尺寸之差,这里注意定义循环加工起点位置时,采用绝对坐标编程,(5)计算安全退刀值。外形安全退刀量>毛坏尺寸-循环加工轮廓结束处工件直径。内孔用子程序编程时,设定安全退刀量要考虑周全,第,次子程序调用时,刀具应避免与孔壁相撞,最后一次调用子程序,刀尖不能反车内孔。般应满足:安全退刀值<内孔循环加工轮结束处工件直径一最小孔径时,尽量取小些,故了程序加工内孔时应验证刀具运行的全安性。(6)循环加工结束后刀其到达的
539359
40 52
图1
万方数据
文章编号:10079416(2011)02-0011-01
终点坐标位置计算的原则。子程序调用结束后,刀其应运行到循环加工轨迹中的起始轮魔尺寸。外形终点进刀量一安全退刀后的直径值一循环加工轨迹中起始轮率尺寸:内孔终点进刀量一循环加工轨迹中起始轮魔尺寸一安全退刀后的直径值。(7)精车循环加工起点位置的确定。精车加工起点直径值=子程序循环加工轨迹中起始轮尺寸+进刀量:内孔为起始轮离尺寸一进刀量。同时可以在精车调用子程序指令之前定义进给速度、主轴转速、精车刀具等以保证工件精度。
2、子程序的特殊用法
(1)序程子用P指令返回的地址。如果在子程序返同主程序指令程序段中加入P>n,即(格式变为M99Pn;n为主程序中的程序段号),则子程序在返回时将返间到主程序中的程序段号为m的那段,但这种情况只适用于储存工作方式而不能用于纸带方式。(2)白动返回到程序头,如果在主程序(或子程序)中执行M99,则程序将返回到程序开头的位觉并维续执行程序。为了让程序能够停止或继续执行后面的程序段,这种情况下通常可以写成/M99;以便在不需要重复执行时,跳过这个程序段。也可以在主程序(或子程序)中插人/M99Pn:执行跳过一些程序段。也可以在使用M99的程序段前写人/M02或/M03以结束程序的调用。(3)用M99LB:强制改变子程序重复执行的次数。β表示该子程序被调用的次数,如程序中用M98PL99执行该子程序遇到/M99LO,若任选程序段开关位于"OFF”位受,则重复执行次数将变成O次。
3.子程序指令编程的应用
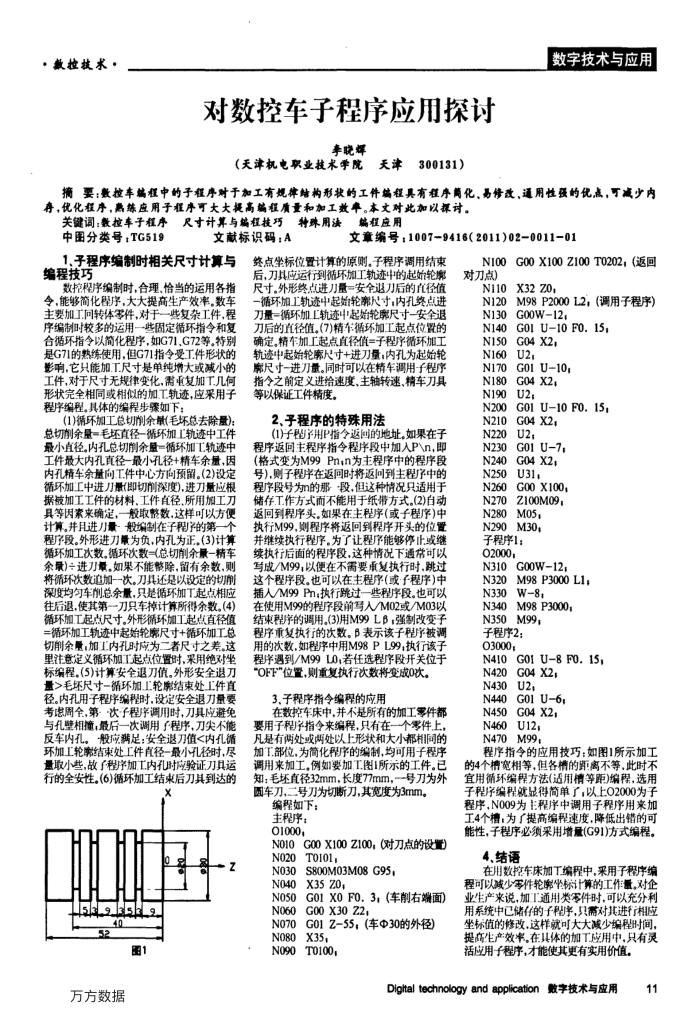
在数控车床中,并不是所有的加工零件都要用子程序指令来编程,只有在一个零件上,凡是有两处或两处以上形状和大小都相同的加T.部位,为简化程序的编制,均可用子程序调用来加工,例如要加工图1所示的工件。知:毛坏直径32mm,长度77mm,号刀为外圆车刀,二号刀为切断刀,其宽度为3mm。
编程如下:主程序: 01000
G00X100Z100,(对刀点的设置)
N010
N020 N030 N040
T0101
S800M03M08G95 X35Z0
G01X0FO.3,(车削右端面)
N050 N060
G00X30Z2
N070
N080 N090
G01Z-55,(车Φ30的外径)
X35 T0100,
N100G00X100Z100T0202,(返回对刀点)
N110 N120
X32Z0
M98P2000L2,(调用子程序)
N130
G00W-12
G01 U10 F0. 15,
N140
N150 N160 N170 N180 N190 N200 N210 N220
G04 X2, U2,
G01 U-10, G04X2 U2
G01 U10 F0. 15,
G04X2, U2;
G01 U-7,
N230 N240
G04X2;
N250 N260
U31
G00X100 Z100M09,
N270 N280
M05
N290M30 子程序1: 02000,
N310G00W12,
N320M98P3000L1 N330W-8
N340M98P3000, N350M99,
子程序2: 03000;
N410 G01 U8 FO.15,
N420G04X2, N430U2;
N440G01U6, N450G04X2,
N460U12; N470M99,
程序指令的应用技巧:如图1所示加工的4个宽相等,但各的距离不等,此时不宜用循环编程方法(适用精等距)编程,选用子程序编程就显得简单了:以上02000为子程序,N009为主程序中调用子程序用来加工4个槽:为了提高编程速度,降低出错的可能性,子程序必须采用增量(G91)方式编程。
4、结语
在用数挖车床加工编程中,采用子程序编程可以减少零件轮率坐标计算的工作重,对企业生产来说,加工通用类零件时,可以充分利用系统中已储的子程序,只需对其进行相应坐标值的修改,这样就可大大减少编程时间,提高生产效率。在具体的加工应用中,只有灵活应用子程序,才能使其更有实用价值
Digtaltechnologyand application数字技术与应用
11
上一章:数列在数控编程中的运用
下一章:测量臂在数控加工工装刻线检测中的应用