您当前的位置:首页>论文资料>数控车编程中用户宏程序应用
内容简介
 数学执车与率用
数学执车与率用数控车编程中用户宏程序应用
刘如奎
(中航工业责州红林机械有限责任公司贵州贵阳550009)
数控技术
摘要:境行的数控程序端制主要有两种方式:手工缩程和软件自动编程。虽然现在软件功能越来越强大,软件自动端程运用得越来越广泛,但是在多品种小批量生产组织模式下,手工编程在某要情况下却是一种不可或缺的编程方法,他可能更简单、使用和好掌控,端程效率更高。在手工端程过程中,宏程序的临制却能极大提高程序编制的效率。我厂数控众多数控设备中以数控车和加工中心为主,究分灵浩地运用宏程序功能可以大大简化程序,从而有效地提高数控机床使用效率。特别是活门偶件类零件。下面介绍的是在数控车削加工和加工中心加工过程中,巧妙运用不同模式下的宏程序解决生产实际同题的其体实例。
关键词:手工端程宏程序端制宏程序优化
中图分类号:TG659
文献标识码:A
宏程序就是把结构,工艺相近似的加工形状的走刀轨迹用变量进行描述,简单修改几个变量就能实现不同尺寸或不同位置的相似形状的加工。宏程序能较大地简化编程,扩展应用范围。下面我将从宏程序的基本知识和2个实例来说明宏程序的好处。
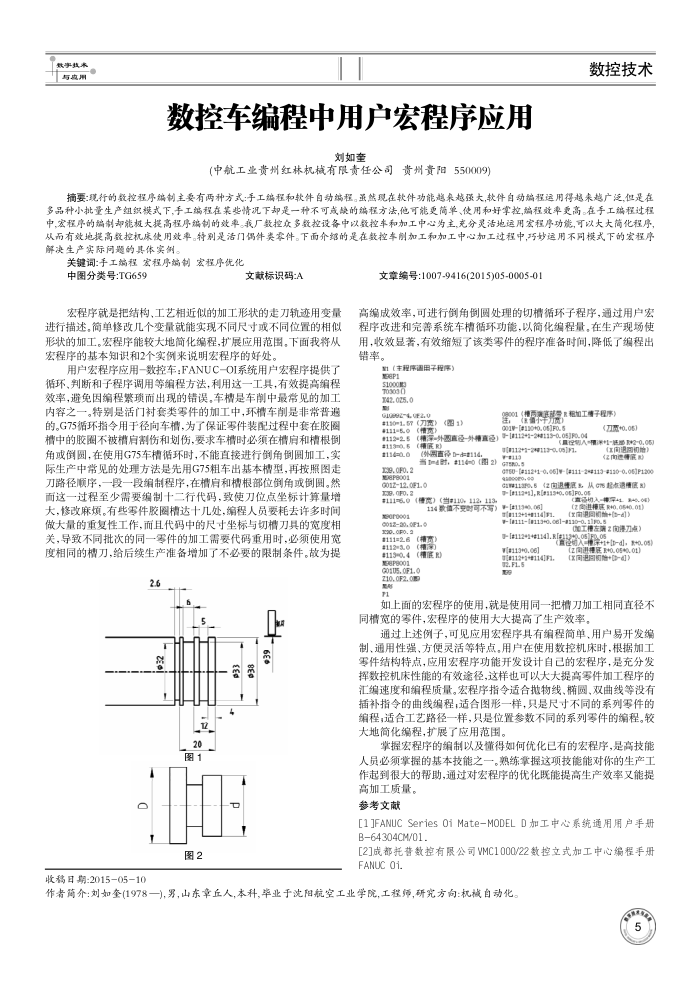
用户宏程序应用一数控车:FANUC-OI系统用户宏程序提供了循环,判断和子程序调用等编程方法,利用这一工具,有效提高编程效率,避免因编程繁项而出现的错误,车槽是车削中最常见的加工内容之一。特别是活门衬套类零件的加工中,环槽车削是非常普追的。G75循环指令用于径向车槽,为了保证零件装配过程中套在胶图槽中的胶圈不被槽肩割伤和划伤,要求车槽时必须在槽肩和槽根倒角或倒圆,在使用G75车槽循环时,不能直接进行倒角倒圆加工,实际生产中常见的处理方法是先用G75粗车出基本槽型,再按照图走刀路径顺序,一段一段编制程序,在槽和槽根部位倒角或倒。然面这一过程至少需要编制十二行代码,致使刀位点坐标计算量增大,修改麻烦。有些零件胶圈槽达十几处,编程人员要耗去许多时间做大量的重复性工作,而且代码中的尺寸坐标与切槽刀具的宽度相关,导致不同批次的同一零件的加工需要代码重用时,必须使用宽度相同的槽刀,给后续生产准备增加了不必要的限制条件。故为提
2.6
20 图1
图2
收移日期:2015-0510
文章编号:1007-9416(2015)05-0005-01
高编成效率,可进行倒角倒圆处理的切槽循环子程序,通过用户宏程序改进和完善系统车槽循环功能,以简化编程量,在生产现场使用,收效显著,有效缩短了该类零件的程序准备时间,降低了编程出错率。
(生程序通用子程供)
.. 0992~4. 0F 8110-1.59(刀宽)
111=5.0#112-2.5#113=0. 5 1114-0.0
《车殊带和加工维子程承》
(1)
001-[8110
*0.051F0.
(增高
(路-外图直径-外特直径)F-1112+-2113-0,081F0,04
精底R
(E5-2116,
(+0.06)
(直2号人一第+1-性品2-0.05)
[8112+1-2117-0,05]1,
当=4, 8114=0 ( 2)
G58O.5
R.ORO.2 0012-12.0F1.0 68,0FO,
111-6.0(售宽)(当#110
serooon
114值不要就可不
201230,.0F1- 0
#112=3.0#113-0.4
(精宽)精(植准R
(2南通等底
G0[1120.06){112130.0P CLFO,s(2(自速量区多从0%S起速理底x)[112+s],R[α113+0,05]P0.
)
[811340,06]
(x自的m+(3-4))
F-[8111[8113+0.06]8130
(加工样左瑞2国净力点
-14,)-4.0) W[113*0.06]
可通底+0.
0.01
(x(间退相险+[3-d])
如上面的宏程序的使用,就是使用同一把槽刀加工相同直径不同槽宽的零件,宏程序的使用大大提高了生产效率
通过上述例子,可见应用宏程序具有编程简单、用户易开发编制、通用性强、方便灵活等特点,用户在使用数控机床时,根据加工零件结构特点,应用宏程序功能开发设计自已的宏程序,是充分发挥数控机床性能的有效途径,这样也可以大大提高零件加工程序的汇编速度和编程质量。宏程序指令适合批物线、椭圆、双曲线等没有插补指令的曲线编程,适合图形一样,只是尺寸不同的系列零件的缩程,适合工艺路径一样,只是位置参数不同的系列零件的编程。较大地简化编程,扩展了应用范围。
掌握宏程序的编制以及懂得如何优化已有的宏程序,是高技能人员必须掌握的基本技能之一,熟练拿握这项投能能对你的生产工作起到很大的帮助,通过对宏程序的优化既能提高生产效率又能提
高加工质量。参考文献
[1JFANUC Series Oi Mate-MODEL D加工中心系统通用用户手册 B64304CM/01.
[2]成都托普数控有限公司VMC1000/22数控立式加工中心编程手册 FANUC 01.
作者简介:刘如奎(1978一),男,山东章丘人,本科,毕业于沈阳航空工业学院,工程师,研究方向机械自动化。
上一章:数控式SF6在线补气机研究应用
下一章:基于STM32的数控稳压电源的设计与实现