您当前的位置:首页>论文资料>柔性生产线加工站的PLC程序设计
内容简介
 数控技术
数控技术柔性生产线加工站的PLC程序设计
吴慧君1刘迅1柳溪2
共事生与流用
摘要柔性生产系统是运用系统工程、机电一体化技水和成组技水使小批量、多品种产品生产进行生产过程整体优化和产品自动化加工的一种制造系统。本设计简单介绍了柔性生产的概念、组成及各单元的功能。详细介绍了加工站的硬件结构。根据实际需要设计了加工站的工作流程,并对其控制过程进行了详细分析。究成了加工站PLC程序设计。
关键词:PLC柔性生产线加工站
中图分类号:TH165
文献标识码:A
柔性生产系统是集成了可编程控制器、电子计算机、组态监控、人工智能等现代化技术的生产设备。本设计的柔性生产线由以六个工作站组成,分别是上料检测站、搬运站、加工站、安装搬运站、安装站、存储站。文主要研究了加工站控制程序的设计,保证其在实际生产加工中的可靠运行。如工站主要完成用回转工作台将工件在四个
工位间转换,对工件进行钻孔和深度检测的工作。 1加工站的基本结构
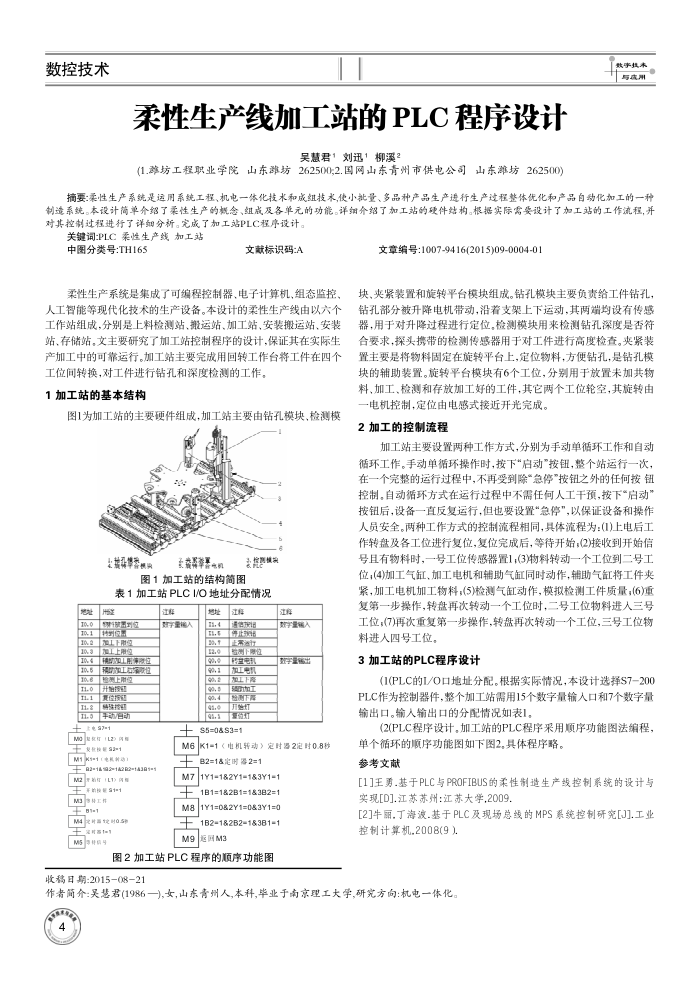
图1为加工站的主要硬件组成,加工站主要由钻孔模块,检测模
大装保机
承类器季喜业机
录能摄模荐
图1加工站的结构简图
表1加工站PLCI/O地址分配情况
过辉
量到6
用G 精的工后编股位
微控持殊控理手动/自
电57
Mo (L2)
931
142 B2=14:
M26T IL1) P1 M33+工
M48t±0.5)
3对1= M5384
双字量诺人
过想址
48
海正正需道测下限
90.
联型电话加工电话
检西下器开e
$5=0&S3=1
注痒
数学量编入金学量编出
M6K1=1(电机转动)定时器2定时0.8秒
B2=1&定时零2=1
M71Y1=1&2Y1=1&3Y1=1
1B1=182B1=183B2=1 M81Y1=0&2Y1=0&3Y1=0
1B2=1&2B2=1&381=1 M9超国M3
图2加工站PLC程序的顺序功能图
收稿日期:201508-21
文章编号:1007-9416(2015)09-0004-01
块,夹紧装置和旋转平台模块组成。钻孔模块主要负责给工件钻孔,钻孔部分被升降电机带动,沿着支架上下运动,其两端均设有传感器,用于对升降过程进行定位,检测模块用来检测钻孔深度是否符合要求,探头携带的检测传感器用于对工件进行高度检查。夹紧装置主要是将物料固定在旋转平台上,定位物料,方使钻孔,是钻孔模块的辅助装置。旋转平台模块有6个工位,分别用于放置未如共物料、加工、检测和存放加工好的工件,其它两个工位轮空,其旋转由
-电机控制,定位由电感式接近开光完成。 2加工的控制流程
加工站主要设置两种工作方式,分别为手动单循环工作和自动循环工作。手动单循环操作时,按下“启动"按钮,整个站运行一次,在一个完整的运行过程中,不再受到除“急停按钮之外的任何按钮控制。自动循环方式在运行过程中不需任何人工干预,按下“启动” 按钮后,设备一直反复运行,但也要设置“急停”,以保证设备和操作人员安全。两种工作方式的控制流程相同,具体流程为:(1)上电后工作转盘及各工位进行复位,复位完成后,等待开始(2)接收到开始信号且有物料时,一号工位传感器置1,(3)物料转动一个工位到二号工位,(4)加工气缸、加工电机和辅助气缸同时动作,辅助气缸将工件夹紧,加工电机加工物料(5)检测气缸动作,模拟检测工件质量;(6)重复第一步操作,转盘再次转动一个工位时,二号工位物料进人三号工位,(7)再次重复第一步操作,转盘再次转动一个工位,三号工位物料进人四号工位,
3加工站的PLC程序设计
(1(PLC的I/O口地址分配。根据实际情况,本设计选择S7-200 PLC作为控制器件,整个加工站需用15个数字量输人口和7个数字量输出口。输人输出口的分配情况如表1,
(2(PLC程序设计。加工站的PLC程序采用顺序功能图法编程,
单个循环的顺序功能图如下图2。具体程序略。参考文献
[1]王勇.基于PLC与PROFIBUS的柔性制造生产线控制系统的设计与实现[D].江苏苏州:江苏大学,2009.
[2]牛丽.丁海渡.基于PLC及现场总缓的MPS系统控制研究[J].工业控制计算机.2008(9).
作者简介:吴慧君(1986一),女,山东青州人,本科,毕业于南京理工大学,研究方向:机电一体化。
上一章:机械手PLC控制设计
下一章:浅析LNG接收站码头卸料区域自动控制系统