您当前的位置:首页>论文资料>PLC在饲料定量包装中的应用
内容简介
 数事载本与率用
数事载本与率用PLC在饲料定量包装中的应用
郑伟胜
(江西制造职业技术学院江西南昌330095)
应用研究
摘要:日前,我国对各种饲料的需求量很大,而劳动力成本在增加,带动了饲料机械的开发研究工作。本丈崩述速了一个实用的饲料定量包装系统。它具有称量精度高、称重速度快的优点。最后指出该系统具有广阅的应用前景。
关键调:定量电款设计方索精度速度
中图分类号:TP273 1引言
文献标识码:A
文章编号:1007-9416(2014)10-0087-01
中、慢三速给料。称重结束后,截料门关闭,PLC控制截料门的开启和
目前,自动定量包装已广泛应用于间料等行业,采用自动定量包装与人工称量打包相比,具有称量速度快,称量精度高,省力,省人,操作简单,维护方便的特点,能极大地提高企业的信誉和经济效益。但是,在自动定量包装中称量精度和称重速度是一对互相矛盾的指标,作者在为某企业研制的DCS系列自动定量包装秤中,采用了 PLC控制技术,使产品可靠性及精度大大提高,操作方使等特点。该产品采用双秤斗、三级进料速度的方案,解决了精度与速度的矛盾。 2定量包装释的结构组成及工作原理
该定量包装秤组成如图1所示:
图1中储料仓下是电动机带动的给料机构,选择双秤并启动后,双秤量斗同时称量,物料由给料机构(双螺旋绞龙加入称量斗,称量斗上装有2个高精度悬臂梁式传感器,用以将饲料重量转换成电信号,经放大后送入电气控制箱进行控制,电气控制箱分别进行快、
储料仓给料机构
传感器气籍
缝包机
皮带鞘送机
泰然福荐工单热/造球
DVP-32ES 控制器
定传A 中加
称事仪搜A
A 8
多#
卡要
气动系统
类袋机构
图1
实E
美能 A
中
医格电虹A
变维A中国电
自动配武注建消光就
联加料电18
中国微加
图2
变用量电动要调批改
关闭,于是完成了饲料称量打包的自动化过程。
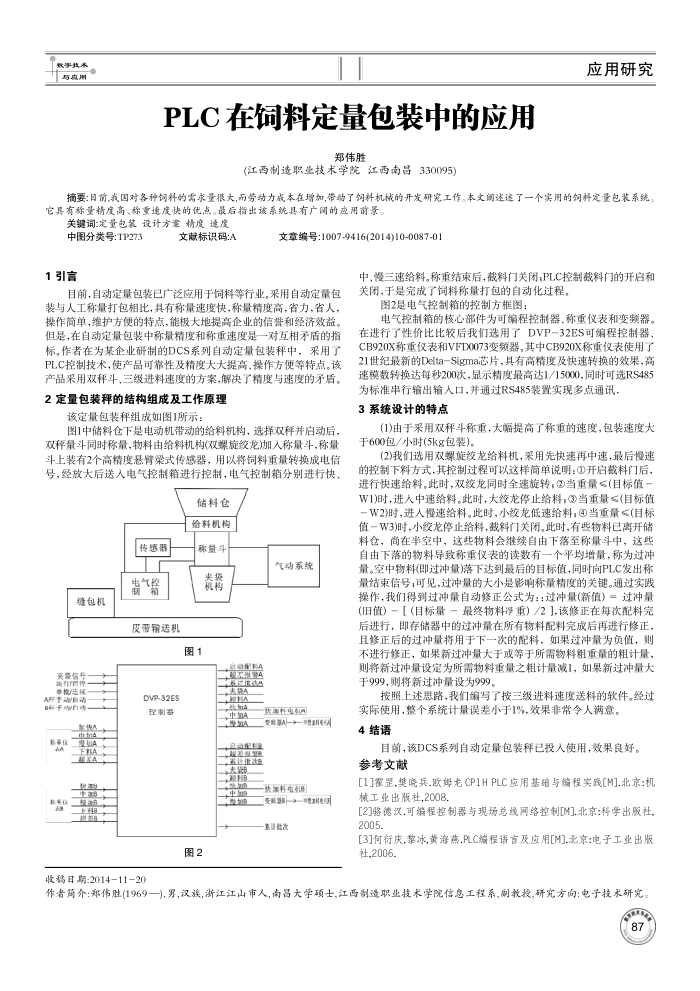
2是电气控制箱的控制方椎图:
电气控制箱的核心部件为可编程控制器、称重仪表和变频器。在进行了性价比比较后我们选用了DVP-32ES可缩程控制器, CB920X称重仪表和VFD0073变频器,其中CB920X称重仪表使用了 21世纪最新的Delta-Sigma芯片,具有高精度及快速转换的效果,高速模数转换达每秒200次,显示精度最高达1/15000,同时可选RS485
为标准串行输出输人口,并通过RS485装置实现多点通讯, 3系统设计的特点
(1)由于采用双秤斗称重,大幅提高了称重的速度,包装速度大于600包/小时(5kg包装)。
(2)我们选用双螺媒旋纹龙给料机,采用先快速再中速,最后慢速的控制下料方式,其控制过程可以这样简单说明:①开启截料门后,进行快速给料。此时,双绞龙同时全速旋转;②当重量≤(目标值一 W1)时,进人中速给料。此时,大绞龙停止给料;③当重量≤(目标值 W2)时,进人慢速给料。此时,小绞龙低速给料,①当重量≤(目标值一W3)时,小绞龙停止给料,截料门关闭。此时,有些物料已离开储料仓,尚在率空中,这些物料会继续自由下落至称量斗中,这些自由下落的物料导致称重仪表的读数有一个平均增量,称为过冲量。空中物料(即过冲量)落下达到最后的目标值,同时向PLC发出称量结束信号;可见,过冲量的大小是影响称量精度的关键。通过实践操作,我们得到过冲量自动修正公式为::过冲量(新值)=过冲量(旧值)一【(目标量一最终物料净重)/21,该修正在每次配料完后进行,即存储器中的过冲量在所有物料配料完成后再进行修正,且修正后的过冲量将用于下一次的配料,如果过冲量为负值,则不进行修正,如果新过冲量大于或等于所需物料租重量的粗计量,则将新过冲量设定为所需物料重量之粗计量减1,如果新过冲量大于999,则将新过冲量设为999,
按照上述思路,我们编写了按三级进料速度送料的软件。经过
实际使用,整个系统计量误差小于1%,效果非常令人满意。 4结语
目前,该DCS系列自动定量包装秤已投入使用,效果良好。参考文献
[1]霍罡,樊晓兵.欧姆龙CP1HPLC应用基确与编程实茂[M].北京:机械工业出版社,2008.
[2]骆德汉.可编程控制器与现场总线网络控制[M].北京:科学出版社, 2005.
[3]何衔庆,攀冰,黄海燕.PLC编程语言及应用[M].北京:电子工业出版社,2006.
收稿日期:2014-11-20
作者简介:郑伟胜(1969一),男,汉族,浙江江山市人,南昌大学硕士,江西制造职业技术学院信息工程系,副教投,研究方向:电子技术研究
87