����ǰ��λ�ã���ҳ>��������>��3 000 mmú��¯��ѹ���ĸ���
��3 000 mmú��¯��ѹ���ĸ���
���ݼ��
 10
10С���ʵ�38����5��2010��5��
��3000mmú��¯��ѹ���ĸ���
������
���ӱ����ݴ�TDI�������ι�˾061000��
Ϊ60mm�����ڼ��ϴ���Һ�Ƚϱ����Լ���
���ڵ�����
1
(1)���ݴ�TDI�������ι�˾����3̨ ��3000mmú������¯�����ڼ��׳�ѹ�����������ſգ�������Դ�˷Ѻͼ����¶Ƚϵͣ���������²��¶�ֻ��50�����ң���ɡ����ЧӦ����ˮú��������Ӧ������ȫ���У������������Ľ�̿������ˮ������ַ�Ӧ�����½�̿�������ӡ�
(2)�����¶ȵͣ�ʹ��¯��������������¶�㸯ʴ������˼���ʹ��������������Ʋ���20g���ں�25mm������ֻ�ܴﵽ2~3a����ʴ��Ҫ�������²��¶Ƚϵ͵IJ��֡�
(3)ԭ��Ƽ���λ�ýϵͣ��������θ��ϲ�Ϊ�ͻ�ש�����ڳ����ĸ��²��������ȵĽ�̿���ͻ�ש���γɽ�̹ұڣ�̿����ѿ��ƣ�ú��¯��
�������Դ�͡� 2
��������Ʒ���
(1)��ԭ����ԭ���ˮ��ʽ��ѹ����Ϊ DJM�������ѹ���ף����ײ���ѹ��Ϊ0.5MPa�����ѹ��Ϊ1.2MPa�������շſ����������˱���˾��ѹ����������
(2)�����������ȹ�¯����1�������������²���ˮ������ȹ�¯��6����Һ�ܲ�������������������ȹ�¯��10�������ܲ��������ڷ��ȹ�¯�����ı��Զ���ڼ��ı�ߣ���������Ϊ��ˮ������������ȫ�Էdz��ߡ�
(3)������ԭ��ƵĻ����ϣ�ȥ��ԭ�ϲ����θ��ͻ�ש�������ϵ�1020mm���ͻ�ש����Ϊ��ѹ���ײ��֣������Ͷž�����������ȵĽ�̿���ͻ�ש��ֱ�ӽӴ�����̹ұڡ�ʹ¯���Ż�����ǿ��ú��¯�Ĺ��ղ������ԡ�
(4)�������ͬʱҲ������������˸��졣ԭ������Ϊ20mm��70mm��450mm�����������
�������ܲ�ǿ�����ڴˣ����������Ϊ40mm�� 40mm��700mm�����Ϊ40mm���������˺�Ⱥ߶ȣ��ּ�С��������֮��ļ�ࡣ�����ͼ�ǿ����������������˼�����ĥ���ܣ��ӳ��˼���
���ڣ����ͼ����á� 3
�����ʹ��Ч��
����ǰ�����ú��¯���������Ա�
3.1
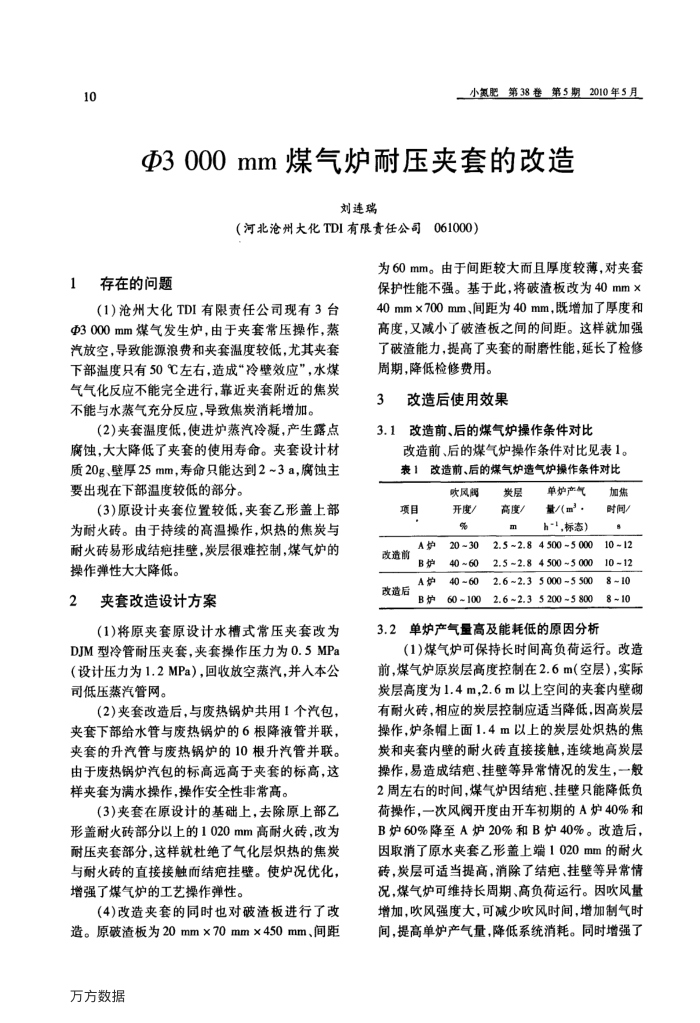
����ǰ�����ú��¯���������Աȼ���1����1����ǰ�����ú��¯����¯���������Ա�
����������/
��Ŀ
%
����ǰ�����
A¯ B¯
20 ~30 40 ~60
A¯
40~60
B¯
60~100
̿��߶�/ m
��¯������(m�� h"",��̬��
�ӽ�ʱ��/ 8
10~12
2.5 ~2.84500 ~5 000
2. 5 ~2.8 4 500 ~ 5 000
10 ~12
8~10
2. 6 ~2.3 5 000 ~5 500 2. 6 ~ 2. 3 5 200 ~ 5 800
8-10
3.2��¯���������ܺĵ͵�ԭ�����
(1��ú��¯�ɱ��ֳ�ʱ��߸������С�����ǰ��ú��¯ԭ̿��߶ȿ�����2.6m���ղ㣩��ʵ��̿��߶�Ϊ1.4m��2.6m���Ͽռ�ļ����ڱ������ͻ�ש����Ӧ��̿�����Ӧ�ʵ����ͣ����̿�������¯��ñ����1.4m���ϵ�̿�㴦�ȵĽ�̿�ͼ����ڱڵ��ͻ�שֱ�ӽӴ��������ظ�̿�����������ɽ�̡��ұڵ��쳣����ķ�����һ�� 2�����ҵ�ʱ�䣬ú��¯���̡��ұ�ֻ�ܽ����ɲ�����һ�η緧�����ɿ������ڵ�A¯40%�� B¯60%����A¯20%��B¯40%���������ȡ����ԭˮ�������θ��϶�1020mm���ͻ�ש��̿����ʵ���ߣ������˽�̡��ұڵ��쳣�����ú��¯��ά�ֳ����ڡ��߸������С��������ӣ�����ǿ�ȴɼ��ٴ���ʱ�䣬��������ʱ�䣬��ߵ�¯������������ϵͳ���ġ�ͬʱ��ǿ��